珩磨汽缸管-值得購(gòu)買
更新時(shí)間: 2025-01-24 13:02:36 瀏覽次數(shù):5
以下是:珩磨汽缸管-值得購(gòu)買的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 6500/噸 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 不限 |
|---|
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
|---|
| 最小起訂 | 0.1噸 |
|---|
| 質(zhì)量等級(jí) | 正品 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 20# |
|---|
| 產(chǎn)品品牌 | 九冶 |
|---|
| 發(fā)貨城市 | 聊城 |
|---|
| 產(chǎn)品產(chǎn)地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售賣地 | 全國(guó) |
|---|
| 產(chǎn)品重量 | 過(guò)磅 |
|---|
| 產(chǎn)品顏色 | 金屬色 |
|---|
| 外形尺寸 | 圓形 |
|---|
| 適用領(lǐng)域 | 油缸氣缸機(jī)械加工 |
|---|
| 顏色 | 有色金屬 |
|---|
| 材質(zhì) | 20#/45#/16Mn/27SiMn/304不銹鋼 |
|---|
| 廠家地址 | 山東聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 可加工定制 |
|---|
以下是:珩磨汽缸管-值得購(gòu)買的圖文視頻
導(dǎo)讀 您是想要在廣東省江門市采購(gòu)高質(zhì)量的珩磨汽缸管-值得購(gòu)買產(chǎn)品嗎?安達(dá)液壓機(jī)械有限公司是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的珩磨汽缸管-值得購(gòu)買產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:高經(jīng)理-17706353138,QQ:3573482096,地址:《聊城遼河路燕山路交叉口南500米東首發(fā)貨到廣東省 江門市 蓬江區(qū)、江海區(qū)、新會(huì)區(qū)、臺(tái)山市、開平市、鶴山市、恩平市》。 廣東省,江門市 元至正后期至明洪武初年(約1360-1370年),在肄水(西江)出口江門海西岸地域形成商貿(mào)墟集,稱江門墟。民國(guó)十四年(1925年)11月26日,為省轄市。1970年,降為縣級(jí)市,歸佛山地區(qū)領(lǐng)導(dǎo)。1975年11月,復(fù)改為省轄地級(jí)市。江門歷史悠久,文化底蘊(yùn)深厚,五邑文化和僑鄉(xiāng)文化獨(dú)具魅力;530多萬(wàn)海內(nèi)外華僑華人和港澳臺(tái)僑胞分布在145個(gè)和地區(qū),素有“中國(guó)僑都”美譽(yù)。
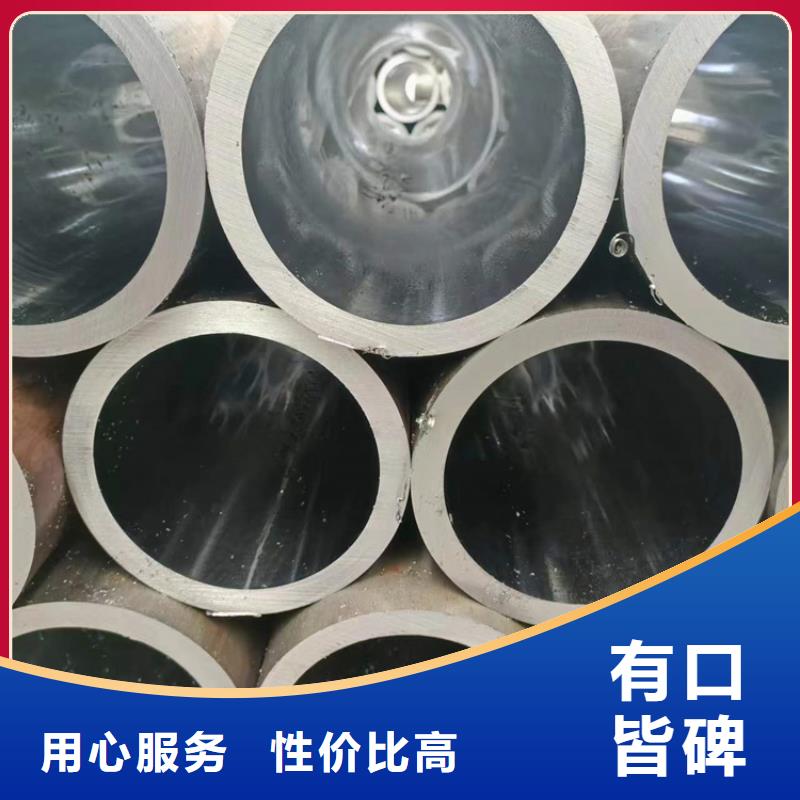
珩磨汽缸管-值得購(gòu)買
<江門>九冶管業(yè)有限公司
要想使珩磨管獲得良好的珩磨效果,除選用先進(jìn)的珩磨工具及正確選用磨條材料和粒度外,珩磨時(shí)采用工藝參數(shù)對(duì)加工質(zhì)量和生產(chǎn)率也有很大的影響。比如說(shuō)適當(dāng)增加珩磨的往復(fù)運(yùn)動(dòng)速度,除了提高工效外,還能改善表面質(zhì)量。還有關(guān)于管材珩磨中的珩磨壓力,也就是砂條作用在工件表面的壓力,決定于被加工表面的硬度,磨條的性質(zhì)及加工的表面粗糙度要求。為了減小珩磨時(shí)工件的發(fā)熱,及時(shí)排除切屑以細(xì)化表面粗糙度,在珩磨時(shí)必須施加潤(rùn)滑冷卻液,保證珩磨管的精度。由于珩磨管具有中空截面的特殊結(jié)構(gòu),因此它被廣泛用作于輸送流體的管道,比如石油、天然氣、水以及一些固體物料的輸送管道都是用珩磨管制成的。當(dāng)然除此之外,珩磨管也是制造布局件和機(jī)械零件的選擇之一。冷拔絎磨管 工藝流程冷拔(軋)無(wú)縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫(kù)。什么是冷拔絎磨管?
買")
jiuye
買")
珩磨管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,可以幫助于表面微小裂紋的封閉,阻止侵蝕作用的擴(kuò)展。從而增加表面抗腐蝕能力,并能減小疲勞裂紋的產(chǎn)生或擴(kuò)大,因而增加珩磨管疲勞強(qiáng)度。通過(guò)滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的性和塑性變形,滾壓后,表面粗糙度值的減小,可增加配合性質(zhì)缸筒是液壓缸的主體,其內(nèi)孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造(又稱冷拔管,珩磨管),使活塞及其密封件、支承件能順利滑動(dòng),從而保證密封效果,減少磨損;液壓油缸缸筒要承受很大的液壓力,因此,應(yīng)有足夠的強(qiáng)度和剛度。 端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應(yīng)有足夠的強(qiáng)度。設(shè)計(jì)時(shí)既要考慮強(qiáng)度,又要選擇工藝性較好的結(jié)構(gòu)形式。導(dǎo)向套對(duì)活塞或柱塞起導(dǎo)向和支承作用,有些液壓缸不設(shè)導(dǎo)向套,直接用端蓋孔導(dǎo)向,這種結(jié)構(gòu)簡(jiǎn)單,但磨損后必須更換端蓋
<江門>九冶管業(yè)有限公司
珩磨汽缸管-值得購(gòu)買
總結(jié) 在廣東省江門市采購(gòu)珩磨汽缸管-值得購(gòu)買請(qǐng)認(rèn)準(zhǔn)安達(dá)液壓機(jī)械有限公司,品質(zhì)保證讓您買得放心,用得安心,廠家直銷,減少中間環(huán)節(jié),讓您購(gòu)買到更加實(shí)惠、更加可靠的產(chǎn)品。(聯(lián)系人:高經(jīng)理-17706353138,QQ:3573482096,地址:遼河路燕山路交叉口南500米東首)。