15376839990


聯系我們

更新時間:2025-02-07 15:21:44 瀏覽次數:2 公司名稱:聊城 聚晟護欄制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 216 |
| 發貨期限 | 1-3 |
| 供貨總量 | 不限 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |


焊前必須對管子內部、焊縫背面充99.99%的一段時間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內部氧含量,當氧含量低于50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。 采用氫弧焊焊接,復層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。 過渡層的焊接過渡層是復合管熔敷合金成分為復雜的焊層,如果焊接參數選用不當,容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。 過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產生,用砂輪磨掉進行修補。
<懷化>聚晟護欄制造有限公司
不銹鋼復合管市場發展前景看好近年來。 必將進一步促進不銹鋼復合管在汽車上的使用。全球環境問題和能源問題日益突出,汽車工業也面。臨著諸多挑戰:一方面要求提高汽車燃氣的熱效率,減少汽車廢氣排放,另一方面是減輕汽車自身重量,提高行駛速度。SUH660等。同時,隨著汽車排氣系統耐熱性和耐蝕性要求的進一步提高,也促使其所用材料從普通不銹鋼復合管向更高。降低能源消耗。汽車尾氣排放法規日趨嚴厲和對汽車輕量化及壽命延長等要求。 成本低,抗氧化性和熱疲勞特性好的鐵素體不銹鋼復合管在汽車排氣系統中的使用比率。將進一步擴大,尤其是含Nb鐵素體不銹鋼復合管,近10年來在地區的使用增長極快。性能不銹鋼復合管轉變。此外 根據我國汽車工業規劃的發展。
 <懷化>聚晟護欄制造有限公司
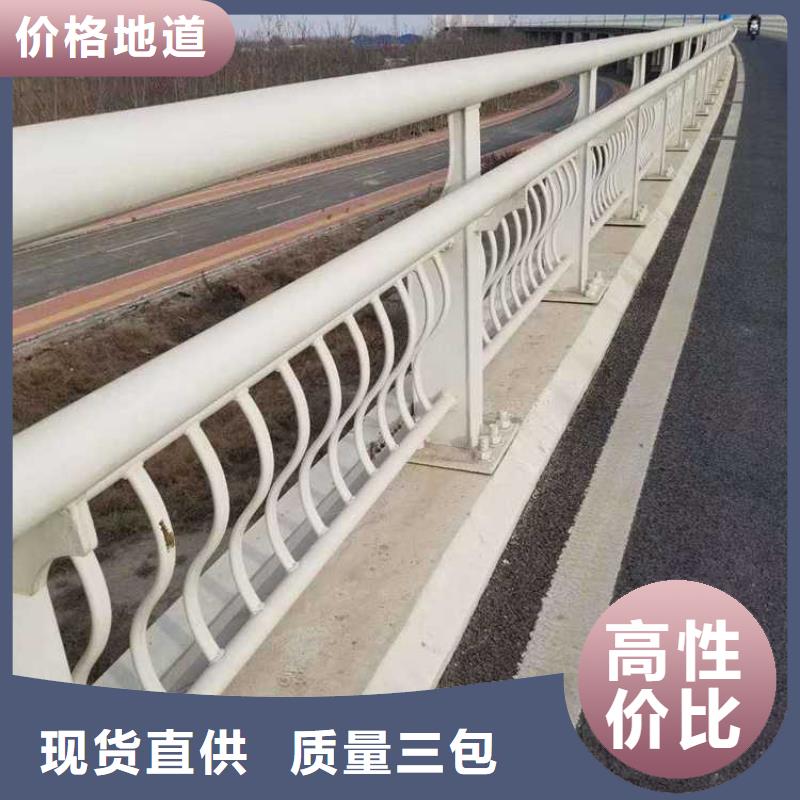
懷化不銹鋼復合管道路護欄足量供應
<懷化>聚晟護欄制造有限公司
懷化不銹鋼復合管道路護欄足量供應
