
保障")

價(jià)")
價(jià)")

不要猶豫,點(diǎn)擊播放我們的大口徑厚壁q390鋼管直縫焊管圖片詢問報(bào)價(jià)產(chǎn)品視頻,讓每一幀畫面都為您揭示產(chǎn)品的獨(dú)特之處,帶給您前所未有的驚喜。
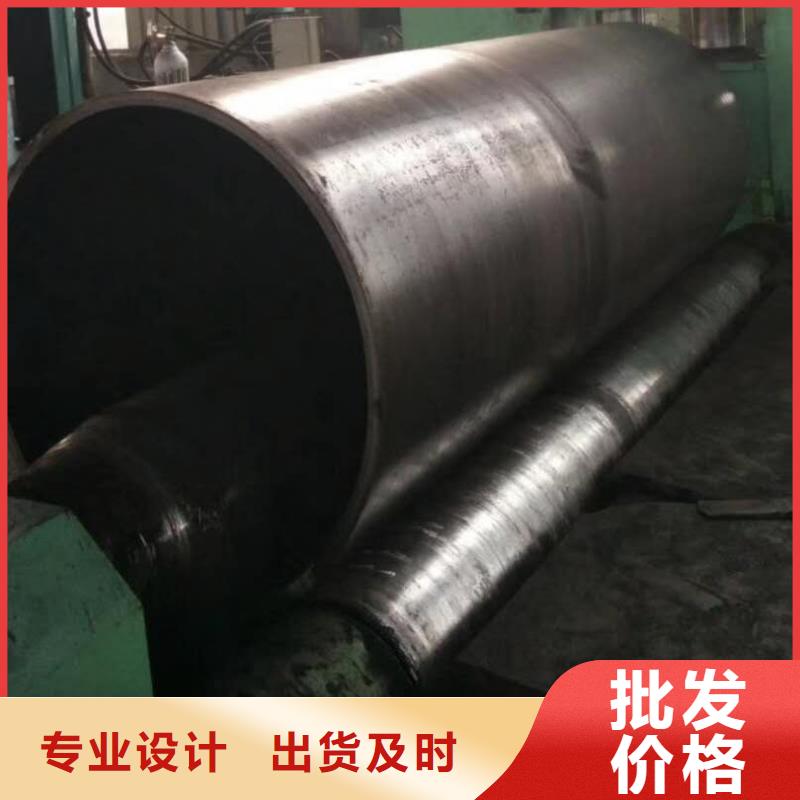
以下是:大口徑厚壁q390鋼管直縫焊管圖片詢問報(bào)價(jià)的圖文介紹
價(jià)")
丁字焊接鋼管在生產(chǎn)時(shí),錯(cuò)邊時(shí)有發(fā)生,其影響因素很多。在生產(chǎn)實(shí)踐中,往往由干錯(cuò)邊超差而使鋼管降級。因此分析螺旋鋼管錯(cuò)邊產(chǎn)生的原因及其措施是很有必要的。陽春直縫鋼板卷管加工廠家 由于不切邊鋼帶頭尾的形狀和尺寸精度較差,對接時(shí)易造成鋼帶硬彎而引起錯(cuò)邊。模擬參數(shù)范圍:豎直管:管徑D=lOmm,管長L=660mm;三種立式丁字焊接鋼管:管徑D=10mm,丁字焊接鋼管曲率直徑和螺旋管徑的比值的變化分別為Dc/D=15,20,25,螺旋節(jié)距Pt=20mm,管長分別為L=503mm,L=660mm,L=817MM。質(zhì)量流量G=200~400Kg/(m2·s),熱流密度q=5~15KW/m2,飽和壓力p,飽和=0.414880MPa,飽和溫度T,飽和=283.15K。
價(jià)")
價(jià)")
首先是將鋼板卷管由上游輥道進(jìn)入矯直機(jī)入口輥道。當(dāng)卷管頭部被入口輥道中間位置傳感元件感應(yīng)到時(shí),輥道減速。 其次是當(dāng)卷管頭部被入口輥道末端位置傳感元件感應(yīng)到時(shí),入口輥道段下落,入口快開缸閉合延時(shí)開始計(jì)時(shí)。管頭進(jìn)入入口矯直輥中間位置時(shí),入口快開缸閉合,卷管被咬入,同時(shí)入口第二段輥道下落。 其次是通過快開缸延時(shí)的設(shè)定,管頭進(jìn)入中間輥和出口輥中間位置時(shí),中間輥、出口輥快開缸相繼閉合,卷管進(jìn)入矯直過程。 其次是當(dāng)管尾離開入口輥道中間位置傳感元件時(shí),入口輥道 段上升。當(dāng)管尾離開入口輥道末端位置傳感元件時(shí),入口輥道第二段上升,同時(shí)通過快開缸延時(shí)的設(shè)定,管尾到達(dá)入口輥、中間輥和出口輥中間位置時(shí),入口輥、中間輥、出口輥快開缸相繼打開。
價(jià)")
價(jià)")
價(jià)")
山特金屬制品有限公司擁有經(jīng)驗(yàn)豐富、技術(shù)強(qiáng)大的專家隊(duì)伍、業(yè)務(wù)嫻熟的技術(shù)工程師和訓(xùn)練有素的銷售人員,無論現(xiàn)在還是將來,我們都將為您提供設(shè)計(jì)良好、性能的 湖南邵陽橋式濾水管產(chǎn)品以及及時(shí)、周到的售前、售后服務(wù)。
價(jià)")
價(jià)")
厚壁卷管的檢測主要是超聲波探傷儀,卷管的同筒節(jié)上的縱向焊縫不宜大于兩道。卷管對接焊縫時(shí)的組對應(yīng)作到齊平當(dāng)公稱直徑大于宜在管內(nèi)進(jìn)行封底焊。在卷管加工過程中,應(yīng)防止板材表面損傷。造價(jià)高。熱卷厚壁卷管被廣泛用到:油缸,液壓,橋梁,輥筒等。"品管厚壁卷管的特點(diǎn)編輯厚壁卷管與無縫鋼管相比較具備有:低廉,交貨迅速,厚壁卷管打破無縫鋼管規(guī)格固定的弊端等。品質(zhì)部焊接工藝及焊管類型編輯厚壁卷管是用鋼板或鋼帶經(jīng)過彎曲成型,大口徑焊管-熱卷焊管-板卷焊管-直縫焊管-厚壁焊管-聊城山特金屬有限公司然后經(jīng)焊接制成。按焊縫形式分為直縫焊管和螺旋焊管。按用途又分為般焊管,鍍鋅焊管,吹氧焊管,電線套管,公制焊管,托輥管,深井泵管,汽車用管,變壓器管,電焊薄壁管,電焊異型管和螺旋焊管。目標(biāo)知識包裝策略厚壁鋼板卷管-厚壁鋼板卷管價(jià)位厚壁卷管是用鋼板或鋼帶經(jīng)過彎曲成型,電型號為檢標(biāo)準(zhǔn),,然后經(jīng)高頻焊接,埋弧焊接制成。
價(jià)")
價(jià)")
價(jià)")
點(diǎn)擊查看山特金屬制品有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
