


我們的現(xiàn)場實拍視頻將帶您走進聲測管現(xiàn)貨產品的世界,產品視頻細節(jié)之美一覽無余!
以下是:湖南邵陽聲測管現(xiàn)貨的圖文介紹
貨")
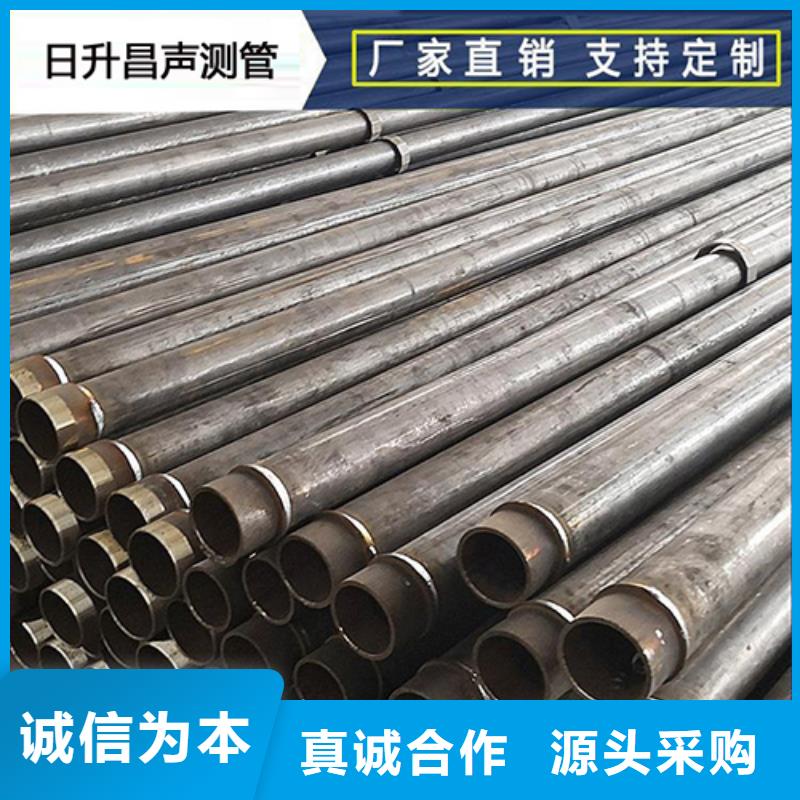
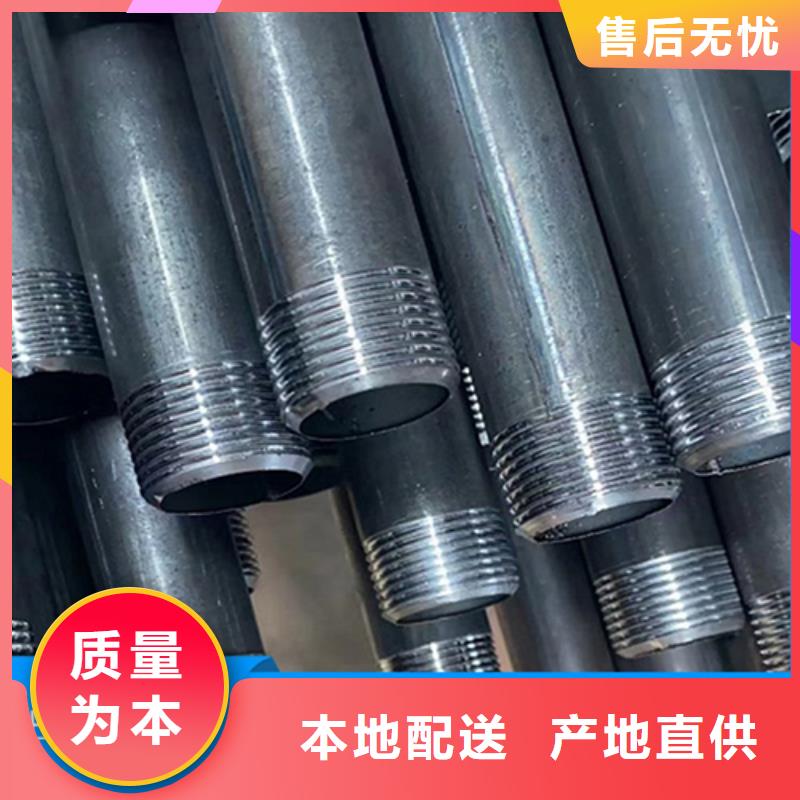
聲測管安裝技術及鋼筋籠焊接交底書1、湖南邵陽當?shù)芈暅y管安裝(1)材料要求:聲測管采用內徑為 50mm,壁厚為 3mm 的無縫聲測管。(2)連接方式:井口安裝采用套管坡口焊接,其他采用對接焊聲測管上的豎向環(huán)套住水平環(huán)。具體如下圖(4)、湖南邵陽當?shù)孛扛暅y管距樁底 5cm,伸入承臺 0.5m,每根樁埋設 3 根。孔口焊接聲測管時, 要先使上節(jié)聲測管套入下接聲測管的絲扣內,先焊好外側,然后用管鉗轉動聲測管,再把內側剩余部分焊好;焊接前要把下節(jié)聲測管先注滿水。2、湖南邵陽當?shù)厥┕ぷ⒁馐马棧?)、湖南邵陽當?shù)芈暡z測管焊接的必須保證內壁平整,不能有焊渣等凸出物,確保檢測時探頭能夠自由上下。(2)、湖南邵陽當?shù)芈暅y管的下端必須封閉,并做密水試驗,保證管底和接頭處不漏水。上端高出樁頭 50cm 以上,并加蓋,防止聲測管堵塞。3、湖南邵陽當?shù)厥┕し椒?(1)、湖南邵陽當?shù)馗鶕?jù)所加工鋼筋籠的分節(jié)長度和購進的聲測管尺寸,合理的對聲測管進行下料,聲測管截斷不可用氣焊割也不可用一般切斷工具,要用切管器或砂輪切割機,切割后要進行割絲。(2)、湖南邵陽當?shù)芈暅y管接長采用絲扣連接,連接時首先檢查聲測管是否有雜物,如有雜物要干凈再連接,連接時兩聲測管要對正,且要保持順直,每節(jié)聲測管連接都要纏生膠帶,確保其密封性能良好。每節(jié)連接好后必須進行點焊,防止滑絲或脫節(jié)。底節(jié)底部要提前用鋼板焊死,保證管底不漏水;然后把焊接好的聲測管分類存放。(3)、湖南邵陽當?shù)卦诿抗?jié)鋼筋籠上安裝相應長度的聲測管,聲測管焊接在鋼筋籠的內側,均勻布置,管間互相平行,不平行度控制在 0.1%以下;為防止聲測管的安裝偏差及孔口焊接質量,要在加強箍筋上準確標注上聲測管的位置,聲測管與鋼筋籠采用雙環(huán)活口連接 ,水平環(huán)焊在加強箍筋上
貨")
貨")
橋梁樁基聲測管的施工工藝如下:(一)鉆孔灌注樁根據(jù)地質情況,本工程鉆孔樁采用CZ30型沖擊鉆管錐分次成孔法鉆進成孔,施工方法如下:1.測量定位采用全站儀坐標法對鉆孔樁樁位放樣,埋好護筒后在護筒四周標記。2.鉆孔前準備(1)平整場地,圍堰筑島旱地島面高于地面10~20cm,水中筑島島面標高應高于施工水位1.0~1.5m,筑島頂面面積應滿足鉆機和吊機行走需要。(2)埋設護筒護筒用6~10mm鋼板卷制,護筒直徑較鉆孔直徑大20~25cm,長度視地質條件不同而異,一般采用開挖埋設法,開挖直徑應比護筒外徑大80~100cm,吊裝就位后,對中檢查,平面中心位移不大于50cm,保持垂直,用粘土沿四周對稱分層填壓夯實,護筒的埋深旱地不少于1m,護筒頂面應高于島面0.2~0.5m,并高于施工水位或地下水位1.5~2.0m,水中墩、湖南邵陽附近護筒底應進入河床底不少于0.5m。(3)粘土選備:鉆孔前貯備足夠數(shù)量的粘土,以滿足造漿需要,粘土以造漿能力強,粘度大為好。(4)鉆機就位鉆機就位對鉆孔質量和能否順利鉆關系重大,就位時應保證管錐中心對準樁位中心,并將鉆機支墊牢固。3.鉆進(1)泥漿配制分次成孔工藝有自身造漿的功能,不需要在孔外先制備泥漿,可直接往孔內加粘土,通過管錐的沖壓作用,自身造漿。施工中,每工班至少測定兩次泥漿性能。(2)開孔為保證鉆孔能順利進行,須對護筒底孔壁進行處理,開孔時,不要急于進尺,在護筒底1m范圍內,多填粘土,用直徑50cm實心鉆頭反復沖擠以加固護筒底孔壁,護筒底孔壁加固好后,即可進行小管錐鉆進。(3)小管錐鉆進護筒底孔壁加固處理完成后,即用小管錐(錐徑0.46m)鉆進,管錐邊鉆進邊出碴,鉆進時可一次鉆至孔底,也可分段成孔。(4)擴孔:當小管錐完成小孔鉆進后,用與鉆孔直徑相匹配的管錐,逐級更換管錐,進行擴孔,直至TRANBBS設計孔徑,擴孔時應按小管錐的鉆進方式一次到底或分段鉆進。(5)沖程選定孔壁穩(wěn)定、湖南邵陽附近鉆進正常時,一般選用0.6~1.0m,易塌孔地層或有塌孔跡象時選用0.35~0.6m。(6)保持水頭高度
貨")
貨")
貨")
日升昌鋼管聲測管廠家(邵陽市分公司)專業(yè)從事 樁尖廠家產品的設計開發(fā)、生產銷售。公司產品規(guī)格齊全、品種多,產品以自產自銷、品質高、價格低、服務等優(yōu)點建立了良好的信譽,立足湖南邵陽,面向全國各地。讓客戶得到實惠的優(yōu)質服務,以回報廣大客戶的厚愛。公司一貫堅持“質量di yi,用戶至上,優(yōu)質服務,信守合同”的宗旨,憑借著高質量的產品,良好的信譽,優(yōu)質的服務,以質量為保證、產品暢銷全國。竭誠與國內外商家雙贏合作!我們用激情與毅力打造品牌,用良心與責任堅守質量,用勤奮與智慧開拓創(chuàng)新,用拼搏與汗水續(xù)寫輝煌………誠為業(yè)之基,信為商之魂!
貨")
貨")
聲測管外觀打磨技術要點:1、湖南邵陽基礎,對聲測管進行目測檢驗,如焊縫是否有漏焊,焊穿,焊點深淺不均勻,偏離接縫太遠,局部凹陷,對接不齊,是否有較深劃痕,碰傷,嚴重變形等在本工序無法補救的缺陷,如果有上述缺陷應返回上道工序修整。如果無上述缺陷,進入打磨工序。2、湖南邵陽粗磨,用砂帶在三面上往返磨削聲測管,去掉工件焊接留下的焊點,以及在上步工序出現(xiàn)的碰傷,達到焊口圓角初步成型,水平面和垂直面基本無大劃痕,無碰傷,經(jīng)此步工序后聲測管的粗糙度應能達到R0.8mm。3、湖南邵陽半精磨,用砂帶按照前面往返磨削工件的方法中磨聲測管的三面,主要是對前面工序出現(xiàn)的接縫進行修正以及對粗磨后產生的印痕進行進一步的細磨,對前面工序留下的印痕要反復磨削,達到工件表面無劃痕,基本變亮。本工序表面粗糙度應能達到R0.4mm。4、湖南邵陽精磨,用砂帶主要是對前步工序出現(xiàn)的細小紋線的修正磨削,磨削方法與上同。本工序要達到的目標是磨削部分與聲測管未磨削部分的接縫基本消失,工件表面進一步光亮,通過本工序磨削后的聲測管要基本接近鏡面效果,工件表面粗糙度應能達到R0.1mm。
貨")
貨")
貨")
