您的位置>首頁 >益陽本地行業熱點 >
水下施工隊實力雄厚2025更新中
更新時間: 2025-01-10 21:51:12 瀏覽次數:1
以下是:水下施工隊實力雄厚2025更新中的產品參數
| 產品參數 |
|---|
| 產品價格 | 1000/米 |
|---|
| 發貨期限 | 1 |
|---|
| 供貨總量 | 1 |
|---|
| 運費說明 | 1 |
|---|
| 最小起訂 | 1 |
|---|
| 質量等級 | 1 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 源美 |
|---|
| 產品規格 | 11 |
|---|
| 發貨城市 | 江蘇 |
|---|
| 產品產地 | 江蘇 |
|---|
| 加工定制 | 是 |
|---|
| 產品型號 | 1 |
|---|
| 產品顏色 | 全 |
|---|
| 質保時間 | 121 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 1 |
|---|
| 產地 | 江蘇鹽城 |
|---|
| 是否上門 | 是 |
|---|
| 資質 | 持證上崗、工期短 |
|---|
| 經驗 | 多年經驗 |
|---|
| 服務時間 | 24小時服務 全天無休 |
|---|
以下是:水下施工隊實力雄厚2025更新中的圖文視頻
導讀 選購水下施工隊實力雄厚2025更新中來湖南省益陽市找源美水下工程有限公司,我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:丁先生-13905101756,{QQ:898956500},地址:[鹽城龍岡鎮永昌北路11號發貨到湖南省 益陽市 赫山區、南縣、桃江縣、安化縣、沅江市]。 湖南省,益陽市 益陽市是“中國羽毛球運動之鄉”“中國竹子之鄉”“中國黑茶之鄉”“中國淡水漁都”“花鼓戲窩子”,先后獲得省級園林城市、中國杰出綠色生態城市、森林城市、衛生城市、全國文明城市提名城市、湖南省歷史文化名城等稱號,自古是江南富饒的“魚米之鄉”。



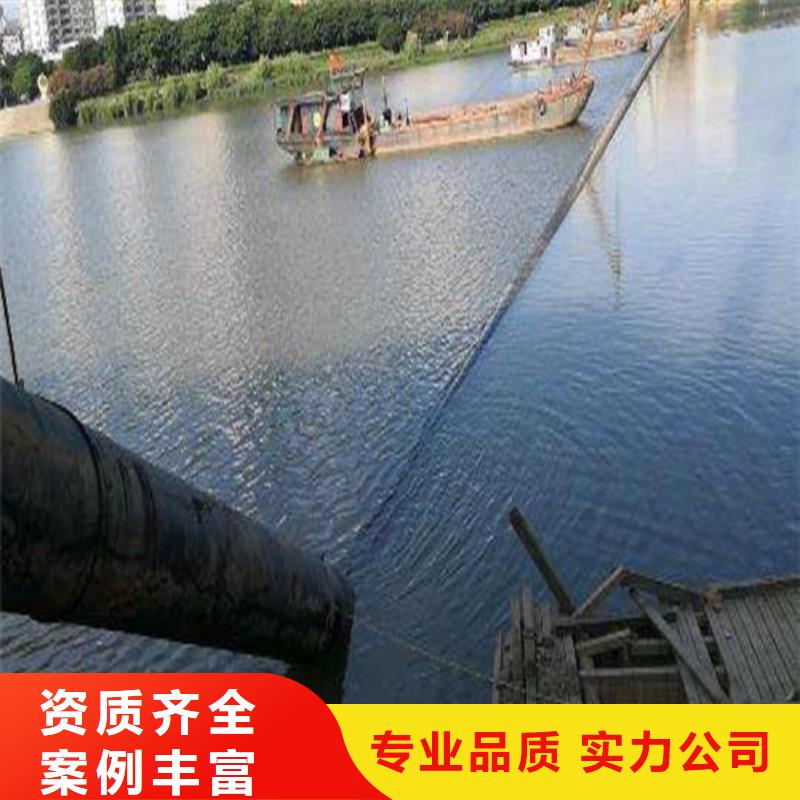
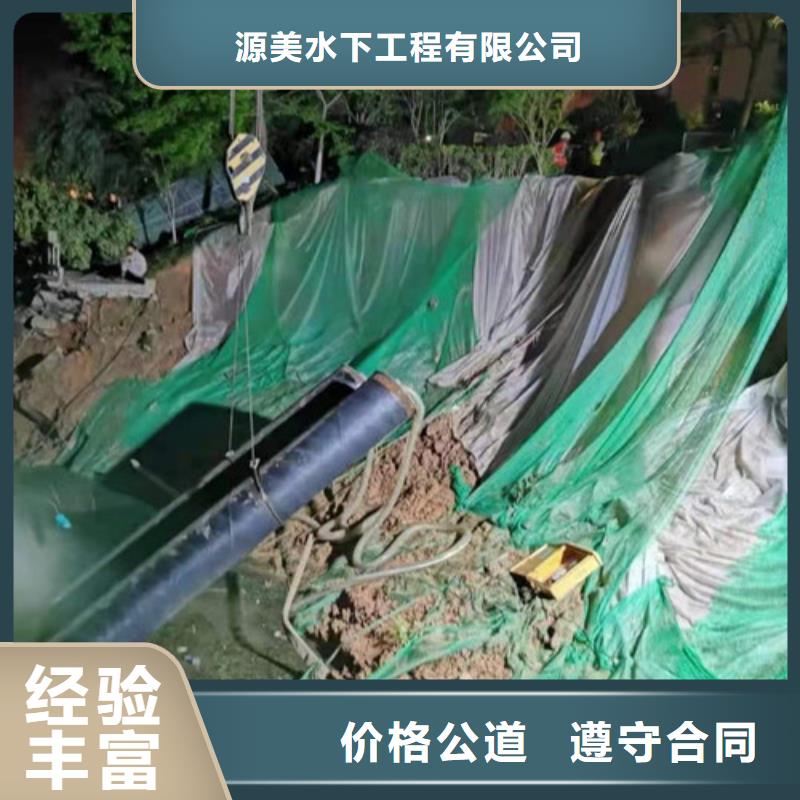
鋼沉管焊接采用手工下向焊,在正式組焊前,根據現場環境,進行焊接設備與焊接工藝的認可試驗,全部現場焊接作業,焊接設備,焊接工藝規程皆經監理工程師認可并由合格焊工執行,鋼沉管組焊時,應減少錯邊量,從沉管頂中心分別向下組對。起吊時應充分考慮每一個吊點的受力是起吊的關鍵。按沉管體的長度和重量應安排5個起吊點,兩頭采用兩艘起吊能力為80t的高竿吊裝船,中間采用三艘起吊能力為40t吊裝船來完成吊裝。為了起見,另備一艘起吊能力為80t的高竿吊裝船作應急備用,總起吊能力應大于沉管重的2倍。本工程采取半封航施工,起吊前各吊裝船在自己的吊裝點安裝好吊裝索具,等待航道封航。封航后,各吊裝船立即實施起吊施工。起吊時,先由兩頭的吊裝船開始,慢慢吊起,使沉管體從水狀態變成垂直狀態,同時,中間的吊裝船也應收緊索具,穩定沉管道。沉管道吊起后,啟動吊裝船自身推進器,使沉管道在水面上作90°沉管位調整,緩緩移至沉管位,實施灌水下沉。




<益陽>源美水下工程有限公司是一家專業生產銷售益陽工廠,通過質量體系認證企業。公司一直以"專業、創新、發展"為企業精神,秉承好產品、好技術、好工程的高品質觀,憑著敬業的精神,經過十多年的沉淀和研究,使公司的團隊更加完善,技術更加過硬,迅速崛起,成為全國生產益陽的知名企業。


總結 今年在湖南省益陽市購買水下施工隊實力雄厚2025更新中有了新選擇,源美水下工程有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的水下施工隊實力雄厚2025更新中產品。如需購買或咨詢,請隨時聯系我們,聯系人:丁先生-13905101756,QQ:898956500,地址:龍岡鎮永昌北路11號。