

想一睹紫銅止水片上門服務價格產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,感受產品的卓越品質和創新設計,不容錯過!
以下是:紫銅止水片上門服務價格的圖文介紹

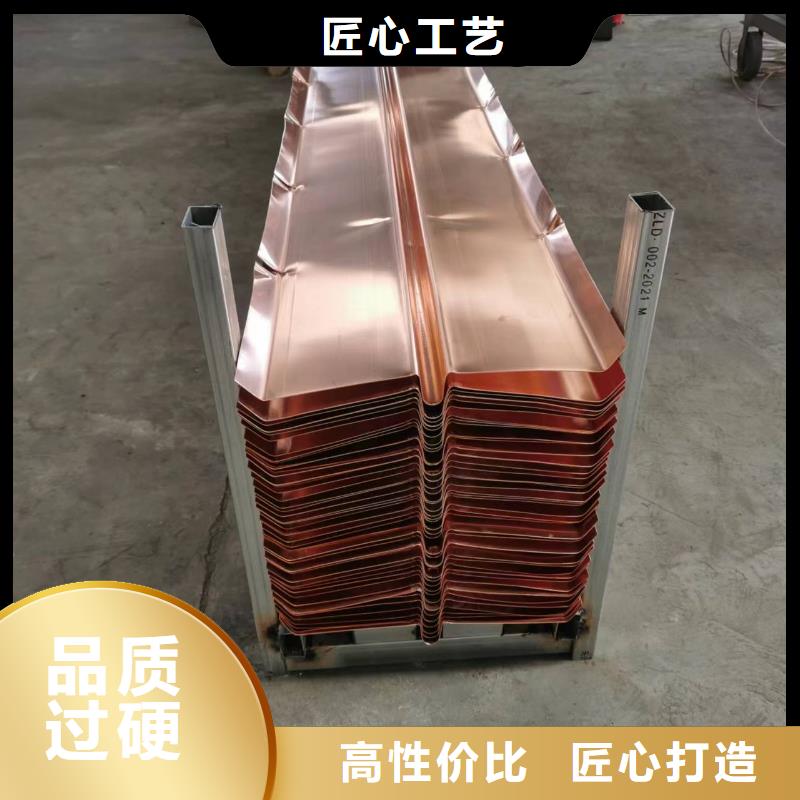
為大家解讀下我國南水北調工程中的混凝土工程所需的止水銅片,止水銅片了解大型水利項目對紫銅止水帶的要求有利于生產加工廠對產品質量的把控。 1.止水銅片外觀:輪廓清晰,無裂紋、壓折、凹坑; 2.止水銅片表面:平整無繡污、無浮皮、無油漬,無砂眼; 3.關于成型:壓模一次性壓制成型,止水銅片的轉角和接頭一律場內制作,現場搭接。 4.混凝土中紫銅止水帶的抗拉力強度不小于205MPa,延伸率不低于百分之三十。 5.混凝土中的銅止水片冷彎180°時不出現裂縫,并且頂部可持續直徑約1cm的弧度不斷裂。 為了使紫銅止水帶發揮出 止水效果,現在的安裝施工尤為重要,如瀝青灌注不實,則會引起滲漏,是影響止水效果 的隱患,伸縮縫的鋼筋相對較密,水平止水銅片下部的混凝土難以振搗密實,振搗有一定難度,必須監督現場工人扎實施工,確保止水銅片翼緣放置于澆筑層中間,無論多層混凝土還是單層,都應確保其居中。在澆筑混凝土瀝青時,將瀝青熬制地點靠近灌注現場,防止運輸造成的瀝青溫度降低。灌注必須分段進行,一次灌注長度不超過1m,排除瀝青槽內的空氣,每次灌注結束后需積極采取風度措施,防止雜物或水進入,避免形成冷縫引發滲漏,確保瀝青灌注密實,這樣才能使混凝土中的止水銅片發揮出 的止水效果


止水銅片紫銅止水焊接,通常采用搭接焊的方式,止水銅片一般搭接長度不小于20mm,而焊接采用的焊條對焊接的工藝會有一定的影響。采用母材剪條焊接時,由于同時紫銅材料,熔點高,止水的厚度都小于2毫米,火焰功率小則紫銅板不熔化,火焰功率大則紫銅板容易被燒穿,極難操作掌握。使用H01-12型焊槍,1毫米厚的銅板用2號嘴,2毫米的銅板用4號、5號嘴。采用中性焰將紫銅板接縫處加熱至表面熔化,似汗珠出現時,加入焊條同時熔化,逐步前移,由于焊接過程中銅板容易被氧化,形成氧化亞銅對焊縫產生危害,所以要不斷的用焊條粘上硼砂加入焊縫中。 采用黃銅焊條焊接時,由于黃銅焊條熔點較低,母材不需熔化,屬于硬釬焊,所以操作簡單點,將銅止水加熱至亮紅色,900℃-1000℃時,加入黃銅焊條,使熔化的黃銅焊條,將上下紫銅止水的邊沿粘接牢固,焊接完成后,將焊縫加熱后用冷水急冷,可以提高焊接接頭的塑性和韌性,通常叫水韌處理。 將止水跟前的鋼筋安裝一根,用鉛絲將止水頂部固定于鋼筋上,以防止被風吹倒。焊接完成后,待焊縫冷卻下來,用毛刷將紫銅止水帶的單面刷上煤油,檢查是否有滲漏現象,如有滲漏現象則馬上補焊。 但是前者是傳統焊法,是 性接頭,不可分開,而后者屬于釬焊,用火焰燒烤則可將母材分開,預埋進大壩之后,他的抗拉次數肯定不及前者,即折疊次數肯定小于前者。另鋼筋窄間隙焊方面,鋼筋搭接焊規定焊縫長度為10倍d,即10倍于鋼筋的直徑,而鋼筋窄間隙焊縫卻只有1倍于鋼筋直徑,又采用同樣的焊接材料,同樣的焊接設備,沒有給焊縫添加任何合金元素,因此在做強度試驗時沒鋼筋接頭被從焊縫處拉斷,雖然強度達到要求,但還是從焊縫處拉斷。實驗室的師傅說:焊縫不合格的,從試驗角度分析,應該是母材拉斷而焊縫不斷才認為合格。本人認為那不可能,因為鋼筋窄間隙焊是兩根鋼筋端部的焊接,焊接時采用小電流則鋼筋端部熔合不好,采用大電流施焊,焊縫始終處于過熱狀態,合金元素燒損嚴重,所以焊縫金屬機械性能肯定低于母材。



金鴻耀工程材料有限公司(常德分公司)坐落在羊里街道辦事處,本公司是一家提供 雙壁打孔波紋管的專業供應商及生產商,在市場競爭強烈的今天,公司本著一切以客戶所需,提供更方便、更快捷、更有效的服務建立了完善的售后服務體系,擁有一支專業技術精湛、經驗豐富的團隊,為客戶提供365天,全天候服務。多年來的勵精圖治,使我公司贏得了廣大客戶的一致好評。我們將誠實守信,追求卓越的經營理念,竭誠為客戶提供優良的產品和服務。