
保障")

構(gòu)管國標(biāo)檢測放心購買")
構(gòu)管國標(biāo)檢測放心購買")

鋁合金型材結(jié)構(gòu)管國標(biāo)檢測放心購買視頻中的每一個(gè)細(xì)節(jié),都仿佛在訴說著產(chǎn)品的故事,讓你在欣賞的同時(shí),也能深深地感受到它的價(jià)值與意義。
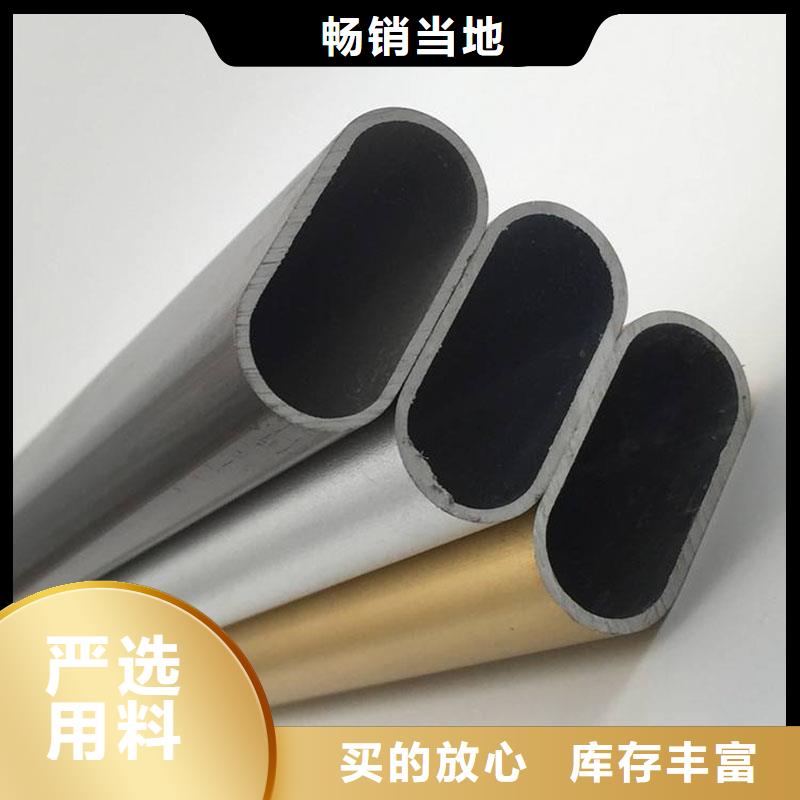
以下是:鋁合金型材結(jié)構(gòu)管國標(biāo)檢測放心購買的圖文介紹
構(gòu)管國標(biāo)檢測放心購買")
1.節(jié)能鋁排主要特點(diǎn):鋁排管材質(zhì)為防腐能力強(qiáng)的鋁合金,表面陽極氧化處理,鋁排結(jié)構(gòu)設(shè)計(jì)為翅片與管一體壓鑄成型,管徑為?25,?28,?32等多種規(guī)格,管內(nèi)有內(nèi)平行細(xì)齒,多片翼片管平行安裝,經(jīng)彎管焊接形成大面積鋁排。特殊的結(jié)構(gòu)增大了內(nèi)外表面積,同時(shí)又提高了耐壓強(qiáng)度。出廠時(shí)經(jīng)2.5MP氣密檢驗(yàn)及4.5MP耐壓壽命試驗(yàn),表面強(qiáng)化處理,耐腐蝕,延長使用壽命。鋁排與壓縮機(jī)的配比及鋁排的特點(diǎn)2.節(jié)能效果卓著:(1)導(dǎo)熱能力好:鋁合金具有優(yōu)良的導(dǎo)熱能力,制冷劑的蒸發(fā)溫度和鋁排外表面溫差會(huì)減小,蒸發(fā)溫度會(huì)增高,壓縮機(jī)的能效比增加,能耗減少;(2)結(jié)構(gòu)特殊:鋁合金翼片管的翼片與鋁管平行,形成片狀形狀,成型的鋁排將片狀翼片管平行固定,組成了若干個(gè)平行通道,制冷系統(tǒng)工作時(shí)冷空氣在通道內(nèi)形成煙道效應(yīng),被加速下沉,對流加快,所以降溫速度快,節(jié)省大量電能;(3)設(shè)置好,效率高:鋁排的投影面積和蒸發(fā)面積比可做到一比三或一比四,鋁排可全部安裝在冷庫頂面上,單位面積的換熱能力比使用墻排管效率更高更節(jié)能,有一定的蓄冷效果,壓縮機(jī)工作時(shí)的頻繁啟動(dòng)率降低,節(jié)省電能消耗;(4)重量輕,安裝方便:鋁排的重量與蒸發(fā)器面積比,是Ф38鋼管六分之一左右,安裝方便能節(jié)省大量結(jié)構(gòu)投資;(5)制冷劑用量少:鋁排管有內(nèi)肋增大制冷劑的接觸面積,外部有翼片增大與空氣接觸,大大提高制冷劑利用率,系統(tǒng)制冷劑用量少。3.食品干耗少,庫溫波動(dòng)小:鋁排吊裝于庫頂,形成直冷式自然對流傳熱,使被冷卻的食品干耗降至*少,食品保鮮效果更好。鋁排上結(jié)霜少且霜層虛如雪花,除霜周期延長易于人工機(jī)械除霜,方便節(jié)能,庫內(nèi)濕度適中,溫度穩(wěn)定,恒溫恒濕效果好。4.多種化霜功能:a.選用長壽命、耐高溫、高絕緣等級的電加熱線,同時(shí)配有接水槽。b.也可選用更加節(jié)能熱氟沖霜方式。5.系統(tǒng)干凈延長壓縮機(jī)的使用壽命:管內(nèi)經(jīng)過特殊處理,保證鋁排內(nèi)部潔凈。采用防腐能力強(qiáng)的鋁合金 牌號,表面經(jīng)過特殊工藝處理,使用壽命長,同時(shí)符合食品衛(wèi)生標(biāo)準(zhǔn)。6.鋁排管面積的計(jì)算及與壓縮機(jī)的配比:a.蒸發(fā)面積的計(jì)算:翼片管的總長度乘以翼片管的外周長。b.鋁排與壓縮機(jī)的配比:翼片管與空氣的換熱能力K值約為8-10w/m2.℃也可采用簡便方法計(jì)算,當(dāng)冷藏庫庫溫設(shè)定在-18℃時(shí),可按半封閉壓縮機(jī)的排氣量乘以系數(shù)2得數(shù)即為應(yīng)配鋁排的蒸發(fā)面積平方米數(shù)。如5匹中低溫壓縮機(jī)排氣量為18m3/h×2=36㎡,此種配比時(shí),蒸發(fā)溫度與庫內(nèi)溫度差約10℃,節(jié)能效果相當(dāng)理想。蒸發(fā)面積配小時(shí)溫度差會(huì)增大,壓縮機(jī)的制冷量會(huì)減小,耗電量增加。
構(gòu)管國標(biāo)檢測放心購買")
構(gòu)管國標(biāo)檢測放心購買")
雙色鋁型材生產(chǎn)過程中要注意的十個(gè)問題:(1)選擇寬度、厚度適中的貼膜;由于鋁型材加工斷面形狀復(fù)雜,外表向?qū)挕⒄瓚沂廨^大,容易將飛邊吹起,降低貼膜的遮蓋能力,影響噴涂質(zhì)量。貼膜過窄,則遮蓋不住,顯然不能噴涂。另一方面,在選擇貼膜厚度時(shí),只要能遮蓋,具有彈性即可,不一定選擇太厚的貼膜,因太厚的貼膜將增加鋁型材加工生產(chǎn)成本,而且也沒有必要。(2)貼膜后及時(shí)噴涂。型材貼膜以后,應(yīng)及時(shí)進(jìn)行噴涂,停放時(shí)間越短越好。如果停放時(shí)間太長,由于貼膜上的膠干燥,失去粘度,特則是經(jīng)風(fēng)一吹,貼膜脫落,導(dǎo)致噴涂同難。因此,為了確保貼膜及噴涂質(zhì)量,一般貼膜以后的停放時(shí)間不要超過16h。(3)選樣粘度適中的貼膜。在雙色鋁型材加工生產(chǎn)中,貼膜的合理選擇是關(guān)鍵。貼膜的粘度過低則貼不住。貼膜容易脫落,給噴涂帶來相當(dāng)大的難度。貼膜的粘度過大,說明貼膜上的膠比較多,當(dāng)貼膜撕掉后,容易將貼膜上的膠粘在型材上,影響型材的表面質(zhì)量,另一方面,在選擇貼膜時(shí),盡可能選用膠的成分與涂漆成分一致或相接近,這樣可減輕對漆膜色澤的影響。山東鋁型網(wǎng)(4)確定顏色、分界面及分界線。鋁型材加工在噴涂之前,一定要根據(jù)型材的使用功能以及客戶的要求(合同要求),分清每個(gè)面所要噴徐的顏色,分界面是哪個(gè)面,分界線是哪條線,在什么位置:一般來說,內(nèi)側(cè)是淺色,外側(cè)是深色在弄清了分界面、分界線及顏色的要求之后才能貼膜,要注意千萬不能將膜的位置貼錯(cuò)。(5)貼膜質(zhì)量:貼膜是雙色鋁型材加工加工中的一道關(guān)鍵工序,貼膜質(zhì)量的好壞,直接影響到鋁型材加工的表面質(zhì)量,主要包括以下幾個(gè)方畫:一是貼膜時(shí)盡可能不要使貼膜形成過大的張力,也就足說不能使貼膜發(fā)生變形,否則貼好后的貼膜容易收縮,使鋁型材加工兩端出現(xiàn)無貼膜現(xiàn)象;另一方面,鋁型材加工兩端貼膜斷開時(shí),要用刀片切開,而不能拉斷,否則,拉斷的貼膜仍然要收縮;二是貼膜寬度要與貼面寬度相吻合,一般情況下,貼膜寬度稍大于鋁型材加工的貼面寬度,若是貼膜過寬,超出鋁型材加工邊緣過多,當(dāng)噴涂時(shí),容易被壓縮空氣吹起,若是貼膜過窄,不能完全遮蓋,顯然是不行的;四是貼面分界線在溝槽邊緣時(shí),一定要將;貼膜的飛邊壓入溝槽內(nèi),否則,噴涂時(shí)氣流容易將貼膜吹起,影響鋁型材加工噴涂質(zhì)量;五是貼膜時(shí),一定將貼膜貼平,防止皺折、卷縮等現(xiàn)象;六是對于斷面形狀復(fù)雜的型材,如果一次貼膜困難時(shí),可以分兩次或多次貼膜,保證貼膜的覆蓋質(zhì)量;七是對一些壁厚較薄或懸臂較大等特殊斷面的鋁型材加工,貼膜時(shí)不能壓得太緊,一定要注意不能使鋁型材加工產(chǎn)生變形;八是 次噴涂后,鋁型材加工的停放時(shí)間不能過長,否則會(huì)使型材表而落上灰塵,導(dǎo)致貼膜困難,從而影響貼膜質(zhì)量:山東鋁型材模具廠(6)嚴(yán)格執(zhí)行貼膜工藝。鋁型材加工貼膜必須經(jīng)過 次噴涂后再貼,不允許型材鉻化后直接貼膜,這是因?yàn)橘N膜上有膠,如果直接將貼膜貼在鉻化層上,膠就會(huì)粘在鉻化層上,或者撕貼膜時(shí),就會(huì)將鉻化層,撕掉,這樣就會(huì)大大降低漆膜的附著力,*終影響鋁型材加工的噴涂質(zhì)量,導(dǎo)致漆膜脫落,其后果不堪設(shè)想。(7)撕膜時(shí)間。鋁型材加工經(jīng)貼膜、噴涂以后,要撕去貼膜,但不能噴涂后馬上就撕去貼膜,要控制好撕膜。-般來說,噴涂后經(jīng)過流平,漆膜基本凝固,這一過程不能少于10min.然后才能撕去貼膜撕膜。否則,漆膜未開,撕膜的過程中容易將貼膜落在鋁型材加工上,影響漆膜質(zhì)量。另一方面,撕膜的時(shí)候動(dòng)作要快,以免影響撕膜質(zhì)量。(8)避免多次返工。在雙色鋁型材加工生產(chǎn)過程中,由于各種因素影響,返工是不可避免的,但是每返工一次就要增加一次固化。對漆膜來說。多次噴涂,漆膜厚度不斷增加,再經(jīng)多次固化,降低了漆膜附著力,容易造成漆膜脫落。因此,在雙色鋁型材加工的生產(chǎn)中盡可能避免多次返工。廣東鋁型材模具廠(9)膜厚的合理控制、雙色鋁型材加工生產(chǎn)是要經(jīng)過兩次以上的噴涂,如果我們還像單噴那樣操作,就會(huì)導(dǎo)致有的面漆膜較厚,有的面漆膜較薄,從而引起膜厚嚴(yán)重不均勻。因此在噴涂時(shí)就要進(jìn)行合理控制, 次噴徐時(shí),只需對著面重點(diǎn)噴涂,而另一面可以不涂或少涂。第二次噴涂叫,閃樣盡可能對需要的面重點(diǎn)噴,其他面不噴或少噴,同時(shí)還要根據(jù) 次噴涂情況以及選用的涂漆顏色.合理地控制第二次噴涂厚度,但必須保證第二次噴涂對前一次噴涂的浚蓋效果。(10)噴涂順序雙色鋁型材加工,需要涂上兩種顏色,有兩種顏色必然存在深色與淺色,噴涂必然有先有后,噴涂前必須要考慮哪種顏色先噴,哪種顏色后噴,要根據(jù)具體情況而定,若是先噴淺色、后噴深色,則先噴涂的淺色就要經(jīng)過兩次固化,即兩次烘烤,容易將淺色烘烤變色,若是先噴深色、后噴淺色,則后噴淺色對前噴深色的覆蓋性受到一定影響,要想覆蓋深色就要增加漆膜厚度,但是漆膜厚到一定的程度后,又容易產(chǎn)生脫膜現(xiàn)象。因此。在實(shí)際生產(chǎn)中,采用先淺后深的工藝較為可行。
構(gòu)管國標(biāo)檢測放心購買")
構(gòu)管國標(biāo)檢測放心購買")
構(gòu)管國標(biāo)檢測放心購買")
憑借精湛的技術(shù)、先進(jìn)的管理體系與較高的綜合實(shí)力,恒永興金屬材料銷售 有限公司現(xiàn)已成為國內(nèi) 湖南衡陽低中壓鍋爐管行業(yè)的一匹“黑馬”。
構(gòu)管國標(biāo)檢測放心購買")

構(gòu)管國標(biāo)檢測放心購買")
構(gòu)管國標(biāo)檢測放心購買")
點(diǎn)擊查看恒永興金屬材料銷售
有限公司的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
