


聯(lián)系我們

- 劇本殺《在我遺忘前》電子版劇本+復(fù)盤解析+線索卡+開本資料
- 無砂管500
- 鋁合金護(hù)欄廠家直銷-發(fā)貨及時
- MCP礦用橡套電纜4X4質(zhì)量放心
- 寧鄉(xiāng)燈光河道欄桿常年定做銷售
- 定做3pe鋼管的當(dāng)?shù)貜S家
- 速生法桐廠家-高品質(zhì)
- 防撞橋梁護(hù)欄百搜不如一問
- 廠家金庫門本地廠家
- 水下檢測公司2025已更新(今日/動態(tài))
- 【候車亭滾動換畫燈箱誠信廠家】
- 精神堡壘公園景觀小品品質(zhì)過關(guān)
- 仿夯土肌理漆全包施工質(zhì)優(yōu)價廉
- 出租200KW發(fā)電機(jī)售后完善直供廠家送貨到家
- 加厚塑料盲管良好抗壓性適應(yīng)各種地形歡迎電詢廠家
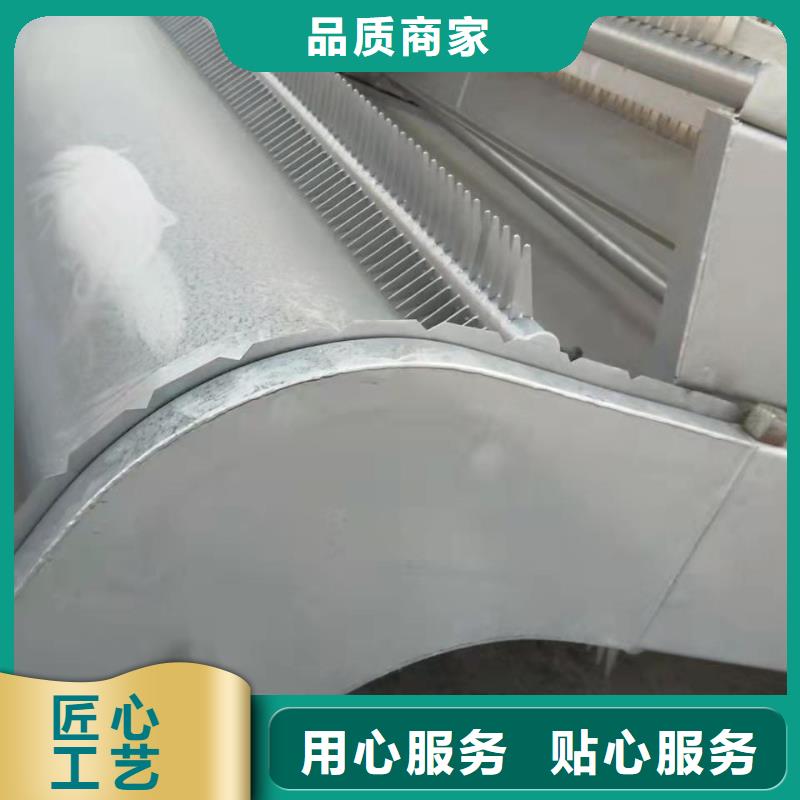
雨花格柵清污機(jī)誠信廠家
更新時間:2025-02-10 17:07:56 瀏覽次數(shù):9 公司名稱: 閘門啟閉機(jī)廠家(康禹)水工機(jī)械廠
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 批發(fā)/臺 |
| 發(fā)貨期限 | 1 |
| 供貨總量 | 699 |
| 運費說明 | 電議 |
| 材質(zhì) | 碳鋼,不銹鋼 |
| 產(chǎn)地 | 河北邢臺 |
| 規(guī)格 | 齊全 |
| 類型 | 清污機(jī),攔污柵 |
| 顏色 | 銀灰色 |
| 品牌 | 康禹 |
| 型號 | 齊全 |
| 可定制 | 是 |




誠信廠家")
康禹水工機(jī)械廠自成立起便將嚴(yán)謹(jǐn)?shù)墓ぷ鲬B(tài)度注入公司企業(yè)文化中,在電動頭啟閉機(jī)產(chǎn)品質(zhì)量上嚴(yán)格把關(guān),不僅要確保服務(wù),還要保證品級優(yōu)良;在員工培養(yǎng)和管理中,每一位銷售工程師都需要經(jīng)過三個月的培訓(xùn),并通過電動頭啟閉機(jī)產(chǎn)品知識、技術(shù)能力等重要方面的多項考核后才可以正式上崗;同時設(shè)立售后服務(wù)專線,對于客訴員工,進(jìn)行調(diào)查審核,一經(jīng)證實,嚴(yán)肅處理; 我們始終堅持“誠信為本,把客戶的需求視為己任”,通過不斷地拓展電動頭啟閉機(jī)渠道,滿足客戶需求,公司真誠邀請國內(nèi)各區(qū)域用戶合作。
誠信廠家")
誠信廠家")
機(jī)寬度齒耙管按10行重復(fù)作業(yè)。對1孔清污需重復(fù)運行3-4次即可完成。清污機(jī)械、回轉(zhuǎn)式清污機(jī)、啟閉機(jī)、景觀閘門及抓斗式清污機(jī)等,而清污機(jī)的常見問題主要包括齒耙彎曲變形問題、鏈條斷開脫軌問題與滑動軸承軸瓦磨損問題。因。此,要想避免這三類問題,必須在設(shè)計時注意以下事項:1、齒耙管材料應(yīng)有足夠的直徑和壁厚,一般6米以下跨度的清污機(jī)寬度,齒耙管按10行重復(fù)作業(yè)對1孔清。
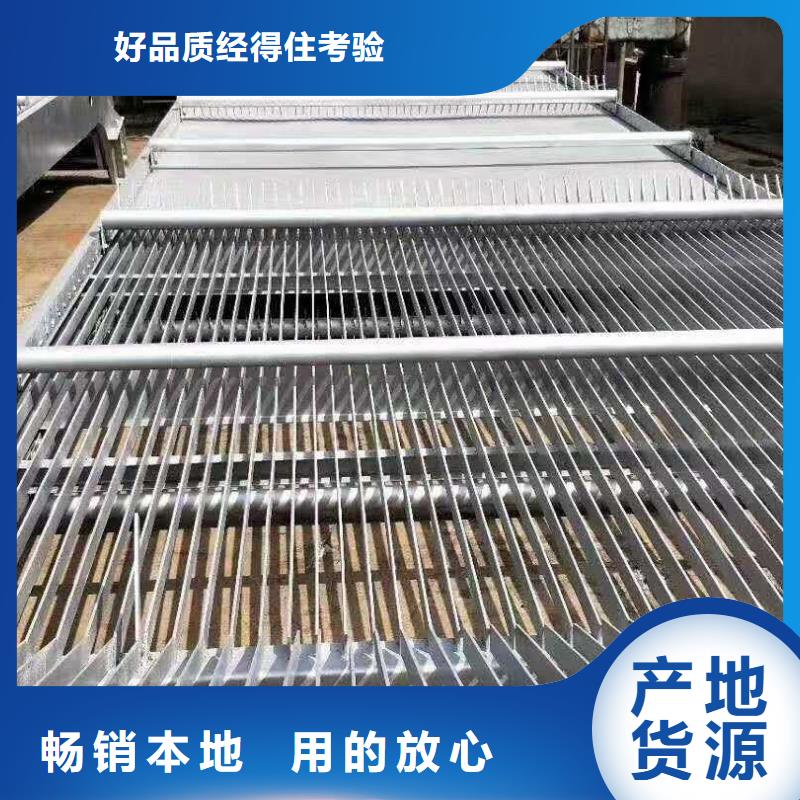
面壓力對于常用的節(jié)000N.m集中載荷校核,其撓度不大于1/250,鋼管壁厚不宜低于6mm.。對于更大尺寸的回轉(zhuǎn)清污機(jī),可考慮使用多道牽引鏈條以改善齒耙受力情況,或者通過對齒耙管中部進(jìn)。行局部加強(qiáng)使之成為變截面受力構(gòu)件。2、長節(jié)距板式滾子鏈?zhǔn)乔逦蹤C(jī)(回轉(zhuǎn)式機(jī)械格柵)主要的運動部件,對于鏈條圓弧過渡處,設(shè)計時應(yīng)盡量把直徑加大,以保證其過渡的平滑,減少其對圓弧軌道面壓力,對于常用的節(jié)000Nm集中載荷。
校正可采用液壓校正機(jī)距1。25的板式滾子鏈而言,此過渡半徑不宜小于350mm。3、軸瓦與軸承座之間使用定位銷定位防止相對滑動,而更換自潤滑軸承以提高其潤滑效果。使用強(qiáng)制自動注油系統(tǒng)對軸瓦進(jìn)行潤滑。清污機(jī)制造按下列工藝進(jìn)行:施工準(zhǔn)備→放樣。→下料→清污機(jī)拼焊→校正→防腐→驗收。1、清污機(jī)下料尺寸應(yīng)留足收縮余量,收縮量f=1mm/m,結(jié)合施工條件加以修正。清污機(jī)焊接也要采用對稱焊接,其校正可采用液壓校正機(jī)距125的板式滾子。
5mm構(gòu)件拼裝完校正,使其滿足規(guī)范要求。清污機(jī)單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。2、拼裝:拼裝必須在符合要求的平臺上進(jìn)行拼裝。在拼裝時,要嚴(yán)格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣。板對腹板的傾斜度≤1.5mm。構(gòu)件拼裝完校正使其滿足規(guī)范要。
調(diào)節(jié)好焊接電流電弧畢,經(jīng)過檢驗員復(fù)檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質(zhì)量的主要因素有線能量、接頭結(jié)構(gòu)形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應(yīng)調(diào)節(jié)好焊接電流、電弧畢經(jīng)過檢驗員復(fù)檢合。