


更新時間:2025-01-30 15:56:02 瀏覽次數:2 公司名稱:無錫 樂道精密鋼管廠家有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4800元 |
| 發貨期限 | 2天 |
| 供貨總量 | 1000 |
| 運費說明 | 物流 |
| 最小起訂 | 1噸 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
| 產品品牌 | 樂道 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 無錫 |
| 產品產地 | 無錫 |
| 加工定制 | 定制 |
| 產品型號 | 型號齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 金屬 |
| 質保時間 | 一年 |
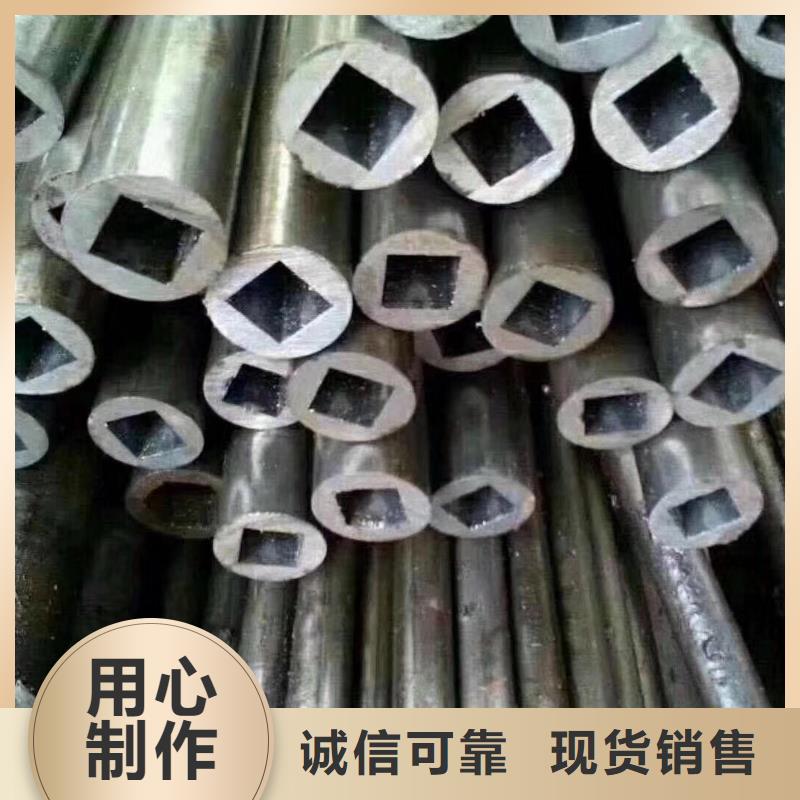
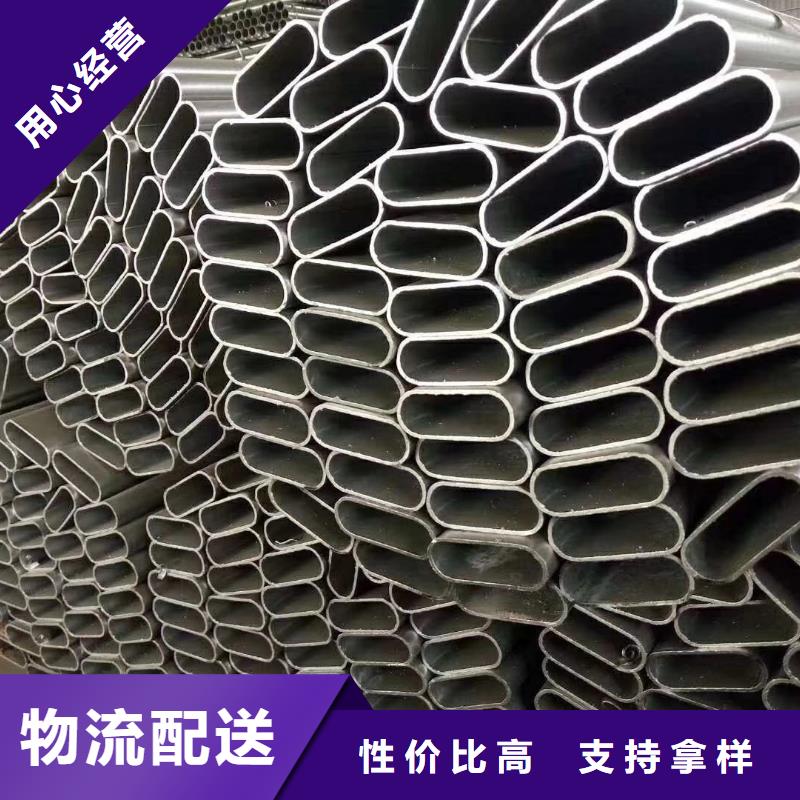
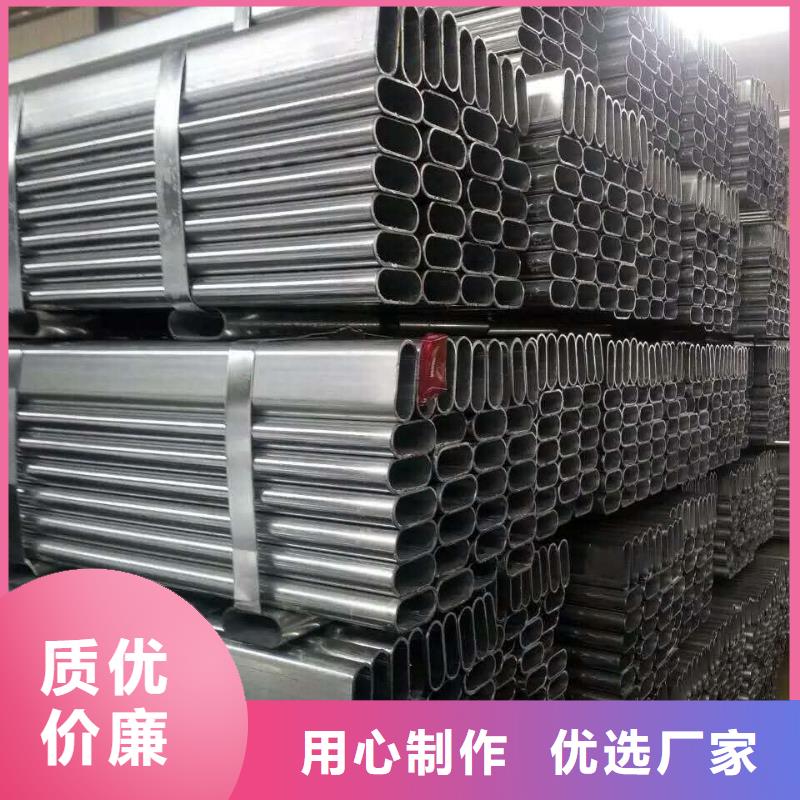
| 外形尺寸 | 方形 半圓 橢圓 拱形 |
| 適用領域 | 工業輸送管道以及機械結構部件 |
| 是否進口 | 否 |
| 質量認證 | 認證 |
| 產品功率 | 456 |
| 工作溫度 | 560 |
| 生產工藝 | 冷拔 |
| 交貨狀態 | 冷軋或退火(根據客戶用途) |
| 執行標準 | GB/T3094 |






4. 株洲異型管的性能指數分析-沖擊韌性
以很大速度作用于機件上的載荷稱為沖擊載荷,金屬在沖擊載荷作用下抵抗破壞的能力叫做沖擊韌性。
5. 株洲異型管的性能指數分析-強度
強度是指金屬材料在靜荷作用下抵抗破壞(過量塑性變形或斷裂)的性能。由于載荷的作用方式有拉伸、壓縮、彎曲、剪切等形式,所以強度也分為抗拉強度、抗壓強度、抗彎強度、抗剪強度等。各種強度間常有一定的聯系,使用中一般較多以抗拉強度作為基本的強度指針。
對于株洲異型管生產廠家來說,能讓他們的廠家達到 的品牌性,也是必然的,當然用戶在購買產品的時候,即使是品牌性的產品在價格上面相對高一些,但是更多的用戶仍然會堅持使用他們的產品就是因為在他們在自己的質量上面,能讓自己來進行提高,所以在這一點上面,也是會讓本身上面來提高的,當然在這個時候,用戶也是要來進行 的注意的,因為在產品上面的質量能不能達到保證,主要就是在于這方面。 當然異型管生產廠家讓自己達到 的品牌性,也是要讓自己達到一些付出的,那么這種廠家,都是要如何來進行這方面的提高呢?首先一點就是在他們的本身的生產上面,對于產品上面的材料上面來進行提高,因為在廠家的生產上面,會因為材料讓生產成本提高,所以有些廠家,就會讓產品在自己的材料上面下降,所以在這個時候,自然就不能讓他們在本身的使用時,能讓自己的廠家有品牌性。
株洲異型管變形主要是焊縫收縮力大于母材強度造成的。
【1】株洲異型管只有單面一條焊縫的,采用從中部開始分段退焊,即:第二段焊縫收弧在 段起弧處。
【2】株洲異型管采取較小的焊接線能量,(焊接線能量與電流大小成正比,而與焊接速度成反),即:用較小焊接電流、較快的焊速。
【3】株洲異型管有對稱的兩條、四條焊縫的,從一端開始焊,采用對稱越前法兩條交錯焊。比方: 次焊150mm長仃止,再焊對稱方300mm,越過前面150mm,隨后每次焊300mm,就每次越過150mm了。 異型管是帶鋼經過工藝處理卷制而成。一般是把帶鋼經過拆包異型鋼管制成方形管然后剪切成需要長度。一般是50根每包。又名方形和矩形冷彎空心型鋼,簡稱方管和矩管,代號分別為F和J1、鍍鋅方矩管壁厚的允許偏差,當壁厚不大于10mm時不得超過公稱壁厚的正負10%,當壁厚大于10mm時為壁厚的正負8%,彎角及焊縫區域壁厚除外。2、鍍鋅方矩管的彎曲度每米不得大于2mm,異型鋼管長度的0.15%。3、鍍鋅方矩管的通常交貨長度為4000mm-12000mm,以6000mm和12000mm居多。方矩管允許交付不小于異型鋼管產品,也可以接口管形式交貨,但需方在使用時應將接口管切除。短尺和非定尺產品的重量不超過總交貨量的5%,對于理論重量大于20kg/m的方矩管應不超過總交貨量的11%。
株洲異型管產量較大幅度增長,作為業內人士,一定要認清產量與需求的關系。我國鋼鐵行業是充分競爭的行業,是受需求拉動的行業,鋼鐵產量的高低不由供方來決定,而是取決于市場的需求。
據統計,今年1月~8月,株洲異型管產量增加了9.1%,增產5546萬噸,凈出口減少99萬噸,增量都用于滿足國內鋼鐵需求,其中2/3用于滿足建設領域的需求增量;GDP、工業增加值增幅比之前略有回落,但是基建和房地產投資增速比去年增加。這種超預期的表現極大拉動了鋼鐵行業的需求,而我國鋼鐵業滿足了國民經濟發展中生產建設對鋼鐵材料的供給要求。如果沒有鋼鐵產量的增長,是無法實現目前的建設規模的,依靠大量進口鋼材進行生產建設也肯定是不切實際的。另外,還要防止由于投資和房地產拉動出現違規新增產能;防止一旦經濟環境恢復正常,經濟轉型加快,鋼材需求量減少后出現惡性競爭。
株洲異型管氣體保護焊是利用外加氣體作為保護介質的一種電弧焊的方法,異型管采用氣體保護焊具有以下特點:(一)焊接過程操作方便,沒有熔渣或很少有熔渣,焊后基本上蒙不需清渣;(二)氣體保護焊電流密度大、弧光強、溫度高,且在高溫電弧和強烈的紫外線作用下產生高濃度有害氣體,所以特別要注意通風;(三)有利于異型管焊接過程的機械化和自動化,特別是空間位置的機械化焊接;(四)引弧所用的高頻振蕩器會產生一定強度的電磁輻射,接觸較多的焊工,會引起不適癥狀;(五)在室外作業焊接異型管時,需設擋風裝置,否則氣體保護效果不好,甚至很差;(六)電弧和熔池的可見性好,焊接過程中可根據熔池情況調節焊接參數;(七)電弧在保護氣流的壓縮下熱量集中,焊接速度較快,熔池較小,熱影響區窄,異型管焊后變形小。