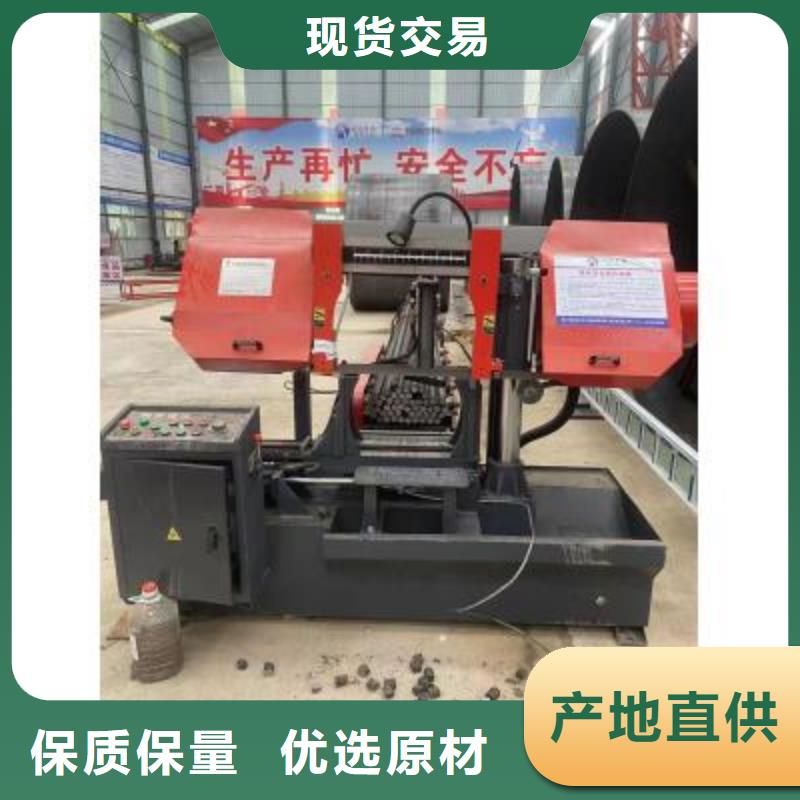




湘潭數控鋼筋鋸切鐓粗套絲打磨生產線品質放心

產品配置(出口歐洲CE標準):
● 德國施耐德Schneider電氣
● 日本NACHI軸承
產品優勢
●配有大功率蝸輪傳動機構,保持 潤滑,保證鋸帶運轉的穩定,可延長鋸帶的使用壽命
●鋸床具有可調式鋸帶導向裝置,保證鋸帶運轉平滑,大大提高了鋸帶的切削質量和使用壽命
●鋸架可旋轉0-45/60度,實現材料的多角度鋸切
●采用切削行程開關控制,可隨時根據工件的大小調整切削行程,大大提高了工作效率
產品優勢:
● 主要用于鋸切各種黑色金屬和有色金屬
● 結構合理,性能穩定可靠,精度高,是中小批下料的理想設備
● 可根據需要配置成束鋸切裝置

金屬帶鋸床操作規程工作時:
(1)多體鋸割時應選擇合理根數,保證每根都處于被夾緊狀態,被鋸斷材料及時清離帶鋸。
(2)堅守崗位隨時觀察發現異常及時回升鋸架或停車。
(3)平時加足潤滑油,每年更換齒輪箱內潤滑油,閑置時對導軌及加工面加油封面,以防生銹。
(4)在材料即將鋸斷時,要加強觀察,注意操作。
(5)更換變速位置時,必須先停機。
現貨供應廠家直銷價格放心質量有保障!
GB4240龍門臥式鋸床以圓鋸片、鋸帶或鋸條等為刀具,鋸切金屬圓料、方料、管料和型材等的機床。鋸床的加工精度一般都不很高,多用于備料車間切斷各種棒料、管料等型材。由主動輪和從動輪帶動鋸條運轉,鋸條斷料方向由導軌控制架控制。通過調整自轉軸承將帶鋸條調正調直經過掃削器將鋸削掃掉。由液壓油缸活塞桿支撐導軌控制架下落進鋸斷料,帶鋸床上裝有手動或液壓油缸夾料鎖緊機構,以及液壓操作閥開關等。
GB4240龍門臥式鋸床特點:
1、切削速度液壓控制,無極調速
2、導向塊結構科學合理,延長鋸條的使用壽命
3、龍門式結構,穩定性高,剛性強
4、鋸切穩定,精度高
5、加裝方套,立柱與液壓缸分離式裝配、扭力大
6、工件夾緊采用液壓夾緊,操作方便
7、可定制三向液壓加緊裝置
8、可定制自動送料架
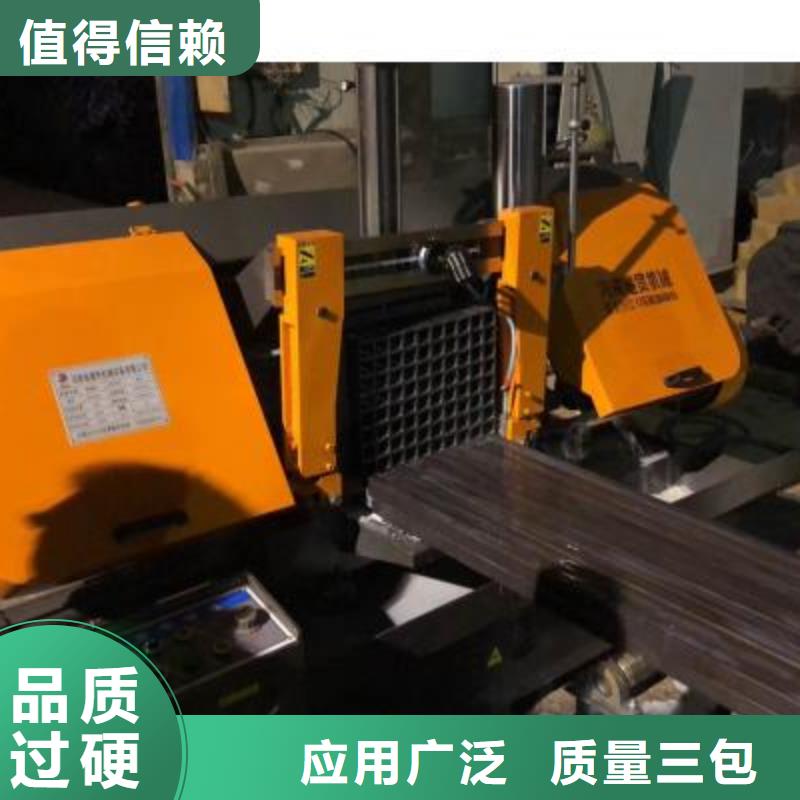
4、鋸切生產線主機生產效率高,可對原料鋼筋的兩端自動定尺齊頭,鋸切主機采用雙立柱設計,升降平穩,鋸切穩定;鋼筋壓緊采用液壓油缸兩側壓料,壓力大,鋸切過程中,鋼筋不會轉動,減少對鋸條的損傷,鋼筋切頭均勻。5、一級套絲輥道輸送平臺采用鏈條式傳動,可對齊頭后的鋼筋臨時儲料,實現加工作業的流水線作業,減少設備的二次搬運,提高生產效率。6、輥道采用V型輪輸送無需人工輔助,保證鋼筋自動輸送至套絲機,套絲完成后自動翻至下一個工序;V型采用耐磨材料。 7、加強型套絲機,使用壽命長,可實現鋼筋的自動夾緊、自動剝肋套絲,降低工人勞動強度,提高生產效率。8、可根據鋼筋一端套絲或是兩端套絲自動選擇套絲流程,也可以根據客戶要求(墩粗套絲)用來實現率的生產流程。
鋸斷面
歪斜 1、鋸齒鈍化
2、進給過大
3、選齒失誤
4、導向磨損,松動
5、張力太小
6、齒部分齒受損
7、導向臂分開太寬
8、齒尖粘結切屑
9、鋸帶安裝歪斜 1、更換新鋸帶
2、適度減小進給量
3、合理選擇鋸齒,一般情況下:大料用大齒;小料、薄料用小齒;結構鋼材適當選擇變齒
4、更換/調整導向塊
5、調節張力
6、檢查工件硬度和內含過硬渣塊,確定加工條件
7、調整導向臂在適當位置
8、檢查刷子和切削液
9、重新調整、扶正鋸帶
通過觀察“鋸屑”狀態判斷“進給率”和“帶速”匹配的正確與否 通過觀察鋸切產生的鋸屑厚度和形狀可以判斷鋸切時的選齒、給定線速度、進給率(量)等參數是否正確。觀察下列三種鋸屑:
1、鋸屑又厚又重,呈現蘭色,盤卷密實,說明鋸切數據不正確。是低帶速高進給率所至,應提高帶速降低進給率;
2、鋸屑又碎又薄,盤卷松緊不一,說明鋸切數據不正確。是高帶速低進給率所至,應降低帶速增大進給率;
3、鋸切產生厚薄均勻,盤卷松緊適當,如同彈簧般的螺旋狀鋸屑,說明鋸切數據正確。