




航蕭管件
 全自動彎管機維護及彎管速度要注意的一些方面
為了機器能長期正常運轉,我們需要做好日常維護的方法和規范使用,廣泛應用的全自動彎管機也不例外,需要對保養有一定的認識。
全自動彎管機在使用過程中,任何部件都可以在惡劣的環境條件(如雨水)、不當操作和誤操作以及超載的情況下進行維修。彎管機各系統適用于±40℃及0~濕度環境下工作。彎管機適用于海拔0~3000米的地方。在彎管機作業前應選擇合適的作業地點。現場可滿足直、彎管管堆放,并確保地面可接受設備壓力。
全自動彎管機維護要注意的一些方面:
1、長期存放的彎頭和彎管,應按規定檢查,經常對加工表面進行清洗,灰塵,整齊地存放于室內通風的地方,嚴禁堆放或露天存放。經常堅持彎刀單調而透風,堅持器皿干凈而整齊,按照精方法寄存。
2、在安裝時,可以按照連接彎頭的方法,把設備直接安裝到管道上,按照使用的方位進行安裝。一般而言,可裝備的方向為管道任意方向,但要便于操作檢查,彎頭彎曲只能用于水平設備。彎管機在安裝設備時應注意密封,避免滲漏現象,影響管道的正常運行。
那以上就是全自動彎管機維護要注意的一些方面了哦,大家可以了解一下,有什么疑問和需要,可以直接聯系我們,或者直接在網站上留下您的需求和聯系方式,我們會及時與您聯系的!
全自動彎管機維護及彎管速度要注意的一些方面
為了機器能長期正常運轉,我們需要做好日常維護的方法和規范使用,廣泛應用的全自動彎管機也不例外,需要對保養有一定的認識。
全自動彎管機在使用過程中,任何部件都可以在惡劣的環境條件(如雨水)、不當操作和誤操作以及超載的情況下進行維修。彎管機各系統適用于±40℃及0~濕度環境下工作。彎管機適用于海拔0~3000米的地方。在彎管機作業前應選擇合適的作業地點。現場可滿足直、彎管管堆放,并確保地面可接受設備壓力。
全自動彎管機維護要注意的一些方面:
1、長期存放的彎頭和彎管,應按規定檢查,經常對加工表面進行清洗,灰塵,整齊地存放于室內通風的地方,嚴禁堆放或露天存放。經常堅持彎刀單調而透風,堅持器皿干凈而整齊,按照精方法寄存。
2、在安裝時,可以按照連接彎頭的方法,把設備直接安裝到管道上,按照使用的方位進行安裝。一般而言,可裝備的方向為管道任意方向,但要便于操作檢查,彎頭彎曲只能用于水平設備。彎管機在安裝設備時應注意密封,避免滲漏現象,影響管道的正常運行。
那以上就是全自動彎管機維護要注意的一些方面了哦,大家可以了解一下,有什么疑問和需要,可以直接聯系我們,或者直接在網站上留下您的需求和聯系方式,我們會及時與您聯系的!
 鋼軌煨彎加工廠家
鋼軌煨彎加工廠家
 型材彎管拉彎的關鍵技術。.合理確定拉彎成形過程中的工藝參數;
2.準確預測拉彎零件的回彈量。
實際生產中拉彎模修正量及工藝參數的確定主要以實際經驗或通過試錯法來解決,即根據經驗反復調整修模量,改變主拉力、補拉力等工藝參數。有時還需要多次預拉彎及熱處理,成形后還要進行人工校形。這種方法成本高,時間長,形狀精度難以保證。隨著產品加工精度要求的日益提高,近/凈成形的要求逐步增加,數字化設計制造也對拉彎成形工藝提出了新的要求,傳統的拉彎成形工藝已不能滿足現代生產的需要。隨著科技的進步,技術的不斷的革新,特別是CAD/CAE技術的不斷發展,大型的CAD通用軟件為拉彎模具的設計提供了強大的技術支持。在CAD軟件環境下,可以得到零件的一些幾何信息,例如通過幾何分析功能,可以得到整條曲線的曲率分布及其大小,可以檢查曲面的質量。同時其提供的二次開發工具為用戶開發自己專用的CAD系統提供了技術支持。CAE在型材拉彎成形工藝中的應用,使得技術人員可以更直觀的觀察到型材的動態成形過程,以及每個瞬時材料的應力、應變、位移分布,通過這些基本數據,可以得出型材的成形性能,并結合其力能參數來調整模具的參數和成形工藝,修改模具的型面,調整回彈量。
型材彎管拉彎的關鍵技術。.合理確定拉彎成形過程中的工藝參數;
2.準確預測拉彎零件的回彈量。
實際生產中拉彎模修正量及工藝參數的確定主要以實際經驗或通過試錯法來解決,即根據經驗反復調整修模量,改變主拉力、補拉力等工藝參數。有時還需要多次預拉彎及熱處理,成形后還要進行人工校形。這種方法成本高,時間長,形狀精度難以保證。隨著產品加工精度要求的日益提高,近/凈成形的要求逐步增加,數字化設計制造也對拉彎成形工藝提出了新的要求,傳統的拉彎成形工藝已不能滿足現代生產的需要。隨著科技的進步,技術的不斷的革新,特別是CAD/CAE技術的不斷發展,大型的CAD通用軟件為拉彎模具的設計提供了強大的技術支持。在CAD軟件環境下,可以得到零件的一些幾何信息,例如通過幾何分析功能,可以得到整條曲線的曲率分布及其大小,可以檢查曲面的質量。同時其提供的二次開發工具為用戶開發自己專用的CAD系統提供了技術支持。CAE在型材拉彎成形工藝中的應用,使得技術人員可以更直觀的觀察到型材的動態成形過程,以及每個瞬時材料的應力、應變、位移分布,通過這些基本數據,可以得出型材的成形性能,并結合其力能參數來調整模具的參數和成形工藝,修改模具的型面,調整回彈量。
 航蕭管件
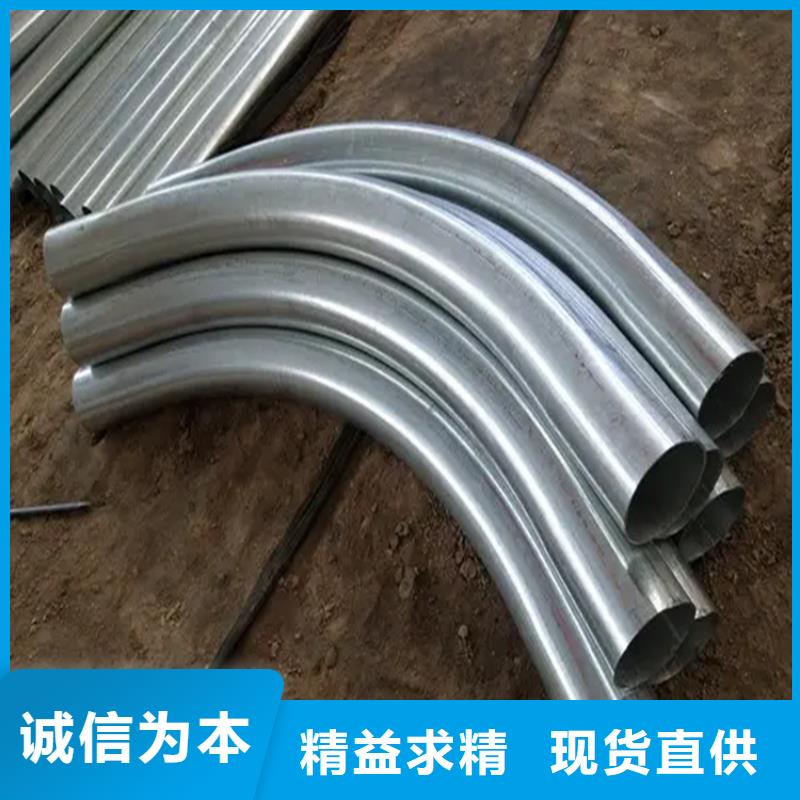
彎管加工全過程中,彎頭的彎折反面壁厚被拉申變軟,彎折凹面受擠壓成型增厚;因為金屬復合材料抗壓能力能好于抗壓強度特性,整體上管路被變長;管路彎折凸凹方位支承,側邊不支承,管路橫截面變橢圓形。
為了保證彎管加工質量彎頭采用正向尺寸公差在選擇負向尺寸公差時彎前水管壁厚應為設計墻壁厚度的1.06~1.25倍彎曲半徑越小比例越大。髙壓鋼的彎曲半徑應超過管經的5倍,其他應超過管經的3.5倍。電焊焊接無縫管彎折時,電焊焊接應在支撐力和地應力區周邊。
不論是在人們的生活起居中還是工作上,在許多 地區都能夠見到彎頭的背影,在電力工程,原油,遠洋航行,化工廠等行業的運用是十分普遍的,關鍵用于石油管道、集氣站、打點滴等,在飛機場以及柴油發動機上更占據非常關鍵的影響力。在那么關鍵的應用狀況下,彎管加工時的規范和政策法規是十分關鍵的。彎管加工務必按相關規范和政策法規生產加工,彎頭要走明管,跨距和間隔要符合要求規定,不管彎管加工到哪種高寬比都不允許出現不穩定情況。彎管加工的原材料務必是經檢測達標的,有形變,裂痕等缺點的彎頭架桿,聯接件和標準件禁止應用,彎頭的標準件,聯接件不可以焊接方式修補。
彎管加工的基本路面務必整平,壓實,硬實,其金屬材料基鋼板務必整平,不可有一切形變,路面較綿軟時務必應用掃地桿或墊塊以擴大支承面和擴大可靠性。彎頭上的起點、跳板務必鋪裝齊整,總寬,長短應保持一致。一切彎頭上的起點、跳板務必固定不動堅固,服務平臺表面不可有很大孔眼。
航蕭管件
彎管加工全過程中,彎頭的彎折反面壁厚被拉申變軟,彎折凹面受擠壓成型增厚;因為金屬復合材料抗壓能力能好于抗壓強度特性,整體上管路被變長;管路彎折凸凹方位支承,側邊不支承,管路橫截面變橢圓形。
為了保證彎管加工質量彎頭采用正向尺寸公差在選擇負向尺寸公差時彎前水管壁厚應為設計墻壁厚度的1.06~1.25倍彎曲半徑越小比例越大。髙壓鋼的彎曲半徑應超過管經的5倍,其他應超過管經的3.5倍。電焊焊接無縫管彎折時,電焊焊接應在支撐力和地應力區周邊。
不論是在人們的生活起居中還是工作上,在許多 地區都能夠見到彎頭的背影,在電力工程,原油,遠洋航行,化工廠等行業的運用是十分普遍的,關鍵用于石油管道、集氣站、打點滴等,在飛機場以及柴油發動機上更占據非常關鍵的影響力。在那么關鍵的應用狀況下,彎管加工時的規范和政策法規是十分關鍵的。彎管加工務必按相關規范和政策法規生產加工,彎頭要走明管,跨距和間隔要符合要求規定,不管彎管加工到哪種高寬比都不允許出現不穩定情況。彎管加工的原材料務必是經檢測達標的,有形變,裂痕等缺點的彎頭架桿,聯接件和標準件禁止應用,彎頭的標準件,聯接件不可以焊接方式修補。
彎管加工的基本路面務必整平,壓實,硬實,其金屬材料基鋼板務必整平,不可有一切形變,路面較綿軟時務必應用掃地桿或墊塊以擴大支承面和擴大可靠性。彎頭上的起點、跳板務必鋪裝齊整,總寬,長短應保持一致。一切彎頭上的起點、跳板務必固定不動堅固,服務平臺表面不可有很大孔眼。

您的位置>首頁 >湘潭本地熱動態 >