更新時間:2025-05-28 11:27:48 ip歸屬地:岳陽,天氣:小雨轉晴,溫度:20-23 瀏覽次數:14 公司名稱: 辰昌盛通金屬材料(岳陽市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 100/米 |
| 發貨期限 | 3 |
| 供貨總量 | 10000 |
| 運費說明 | 先付 |
| 小起訂 | 6米 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 6063G |
| 產品品牌 | 辰昌盛通 |
| 產品規格 | 40-350 |
| 發貨城市 | 山東 |
| 產品產地 | 濟南 |
| 加工定制 | 是 |
| 產品型號 | 40-350 |
| 可售賣地 | 濟南 |
| 產品重量 | 1 |
| 產品顏色 | 銀白色 |
| 質保時間 | 365天 |
| 外形尺寸 | 150 |
| 適用領域 | 導電 |
| 是否進口 | 是 |
| 質量認證 | A |
| 產品功率 | a |
| 工作溫度 | 621 |



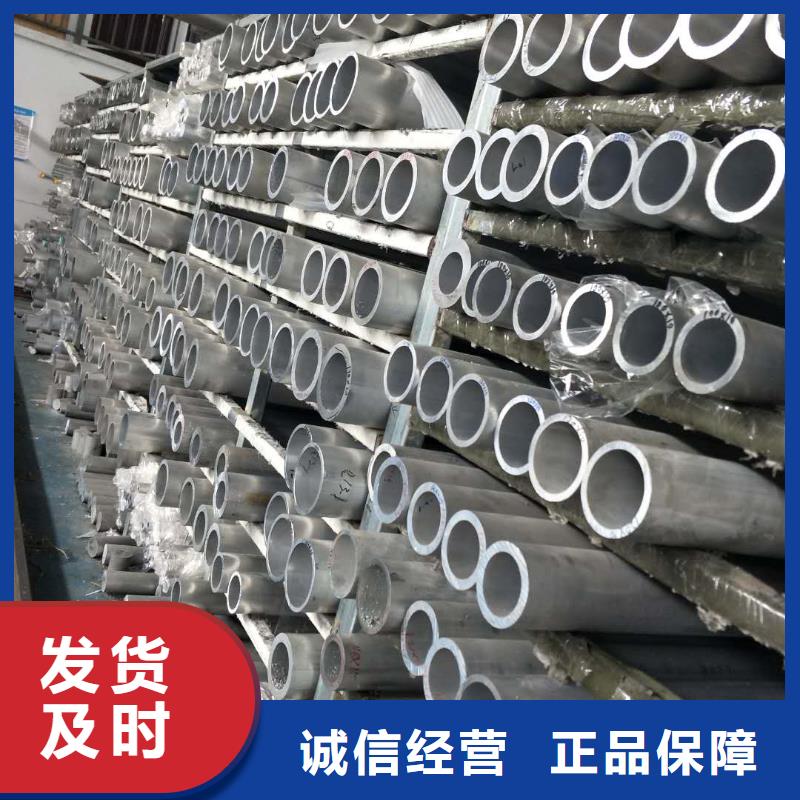



辰昌盛通金屬材料(岳陽市分公司)是一家專業生產 紫銅排的廠家,主要生產 紫銅排等產品。我廠與多家零售商和代理商建立了長期穩定的合作關系。公司品種齊全、價格合理。本公司實力雄厚,重信用、守合同、保證產品質量,以多品種經營特色和薄利多銷的原則,贏得了廣大客戶的信任。
我廠本著:“一樣的產品質量,我們比價格;一樣的產品價格,我們比服務”。“以品質求生存,以信譽求發展,以開拓創市場,以客戶為中心。”謹以公平,公正,互惠,互利的原則真誠期待您的垂詢。您的成功,您的滿意將是我們的z u i大心愿。 我們以摯誠摯信的心期待您的惠顧,以求真求實之情,歡迎您的來電,請給我們一次機會!歡迎到我司參觀,指導!