




鋼筋籠繞筋機(jī)所有制作材料嚴(yán)格使用國(guó)標(biāo)鋼材,生產(chǎn)嚴(yán)謹(jǐn),故障率遠(yuǎn)低于行業(yè)平均水平,給客戶提供***的售后服務(wù), 時(shí)間為客戶安裝設(shè)備, 時(shí)間為客戶解決問(wèn)題。
繞線機(jī)模塊化的基本原理是將繞線機(jī)主體、控制系統(tǒng)和外部配置部件,全部按功能和結(jié)構(gòu)分解為一些基本單元模塊,然后按客戶的需求進(jìn)行組合配置后售出,以滿足不同的市場(chǎng)需求。工業(yè)設(shè)備的模塊化設(shè)計(jì),其思想和實(shí)踐已有多年的歷史。在日常生活中,也可以看到很多模塊化工業(yè)及民用產(chǎn)品的廣泛應(yīng)用。
售后服務(wù):使用我公司產(chǎn)品品質(zhì)可靠,服務(wù)周到、快捷。我們鄭重承諾:保修壹年,終身服務(wù)。若產(chǎn)品在使用過(guò)程中出現(xiàn)故障,在電話、傳真和E-mail等手段都無(wú)法解決時(shí),我公司將派專業(yè)技術(shù)人員在省內(nèi)于36小時(shí)、省外48小時(shí)內(nèi)到達(dá)現(xiàn)場(chǎng)予以解決,使用戶的損失減少到 。
建貿(mào)機(jī)械設(shè)備有限公司 隨州市數(shù)控鋼筋籠繞絲機(jī)現(xiàn)貨報(bào)價(jià)
控鋼筋籠繞絲機(jī)現(xiàn)貨報(bào)價(jià)")
控鋼筋籠繞絲機(jī)現(xiàn)貨報(bào)價(jià)")
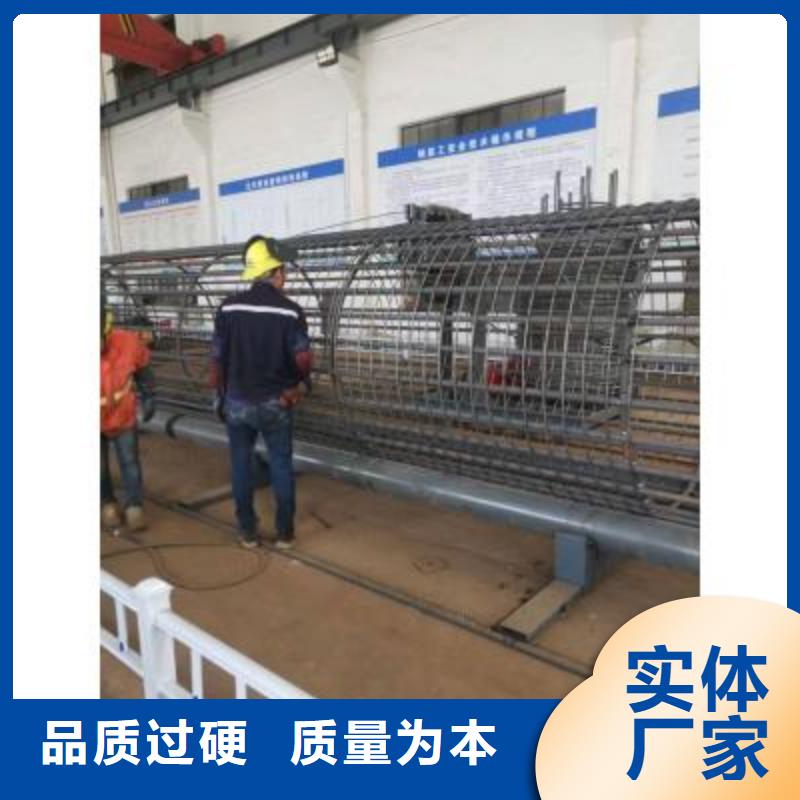
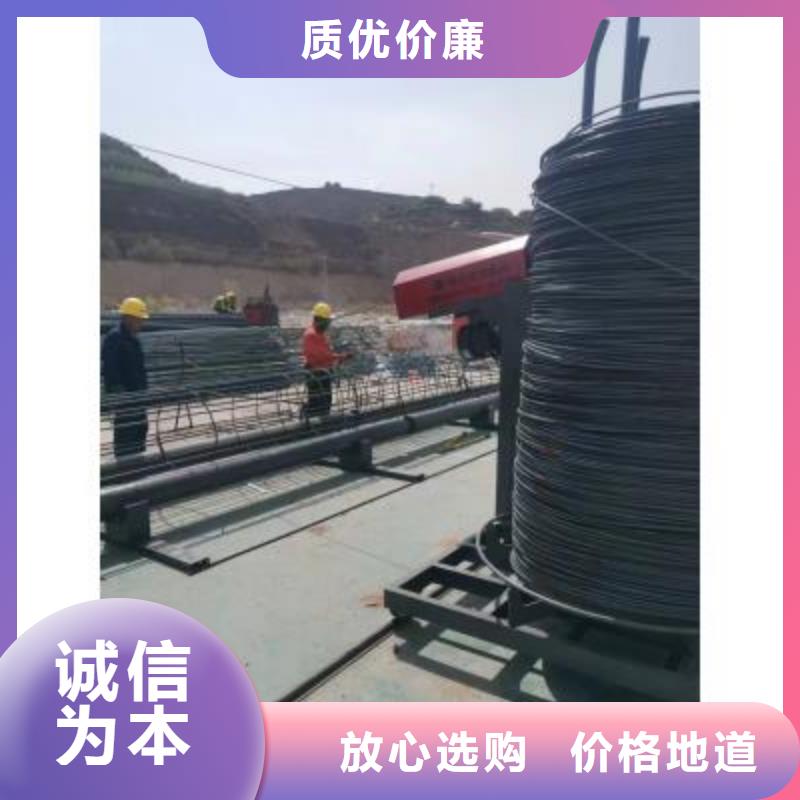
二、技術(shù)參數(shù)1、型號(hào); TYGJL3000型 (按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ3000mm 長(zhǎng)度12m3、繞筋線速;0---15.44、小車速度;0---1.38濟(jì)寧騰宇隨州鋼筋籠繞筋機(jī)生產(chǎn)廠家采用半自動(dòng)的方法去完成其繞筋成型整個(gè)工藝過(guò)程的專用機(jī)械裝備(亦可在膠輥上制作骨架) 5,膠輥電機(jī);Y90L-4 功率4kw6、小車電機(jī);Y90L-4 功率1.5kw7、整機(jī)質(zhì)量;3500kg 小車 15*1.3*1.59、安裝尺寸;16三 功能應(yīng)用 主機(jī);含機(jī)架、底座、膠輥、傳動(dòng)系統(tǒng)等。膠輥旋轉(zhuǎn)帶動(dòng)鋼筋籠轉(zhuǎn)動(dòng),按圖紙?jiān)O(shè)計(jì)間距,配合小車移動(dòng)纏繞箍筋成型。一般不建議在設(shè)備上進(jìn)行骨架制作,會(huì)影響生產(chǎn)線效率。需要在設(shè)備上制作骨架時(shí)(人員少,工作量不足,無(wú)機(jī)械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動(dòng)骨架轉(zhuǎn)動(dòng),可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接機(jī)器上骨架制作過(guò)程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長(zhǎng)度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬第二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將骨架旋轉(zhuǎn)在對(duì)面位置或錯(cuò)開幾根位置后再開始分度焊接,后補(bǔ)齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉(zhuǎn)反向。
控鋼筋籠繞絲機(jī)現(xiàn)貨報(bào)價(jià)") 建貿(mào)機(jī)械設(shè)備有限公司
建貿(mào)機(jī)械設(shè)備有限公司
控鋼筋籠繞絲機(jī)現(xiàn)貨報(bào)價(jià)")
操作:鋼筋籠全長(zhǎng)9米時(shí)一般用兩根過(guò)渡箍,纏繞筋起點(diǎn)位置為前端,在前端外套入一個(gè)過(guò)渡箍,避免在纏繞區(qū)內(nèi)。末端在鋼筋籠尾部膠輥靠前面位置套入一個(gè)過(guò)渡箍,當(dāng)纏繞筋工作到附近時(shí),用手掌推動(dòng)過(guò)渡箍向后移動(dòng),(注意:不能用手抓過(guò)渡箍,此時(shí)過(guò)渡箍是旋轉(zhuǎn)狀態(tài),容易對(duì)人造成傷害。)直止過(guò)渡箍退出鋼筋籠。前端過(guò)渡箍也可如此。鋼筋籠12米以上,或者單節(jié)鋼筋籠較重時(shí),骨架中間加焊1、2圈纏繞筋替代第三個(gè)過(guò)渡箍。或直接中間開始繞筋,另半截籠前面向中間纏繞連接完成。所以三個(gè)過(guò)渡箍的中間一個(gè)箍應(yīng)置放在中間靠后面的地方,借以減少?zèng)_擊振動(dòng)。退出輥輪并過(guò)渡到后面輥輪的方法--將過(guò)渡箍向后面推壓,讓過(guò)渡箍順膠輥旋轉(zhuǎn)到上面直到全部退出。準(zhǔn)備臺(tái)架;若采用骨架直接滾進(jìn)輥輪內(nèi)檔(小型鋼筋籠),骨架制作臺(tái)架高度與設(shè)備同高。機(jī)器上骨架制作過(guò)程;備齊一節(jié)鋼筋籠所需箍筋按位置平放兩輥輪上,將一根主筋抬放于輥輪長(zhǎng)度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,隨州鋼筋籠繞筋機(jī)可將骨架旋轉(zhuǎn)在對(duì)面位置或錯(cuò)開幾根位置后再開始分度焊接,后補(bǔ)齊焊完全部主筋。
