



以下的直縫管厚壁鋼管源頭工廠視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。幾十秒就能了解產品魅力。
以下是:直縫管厚壁鋼管源頭工廠的圖文介紹
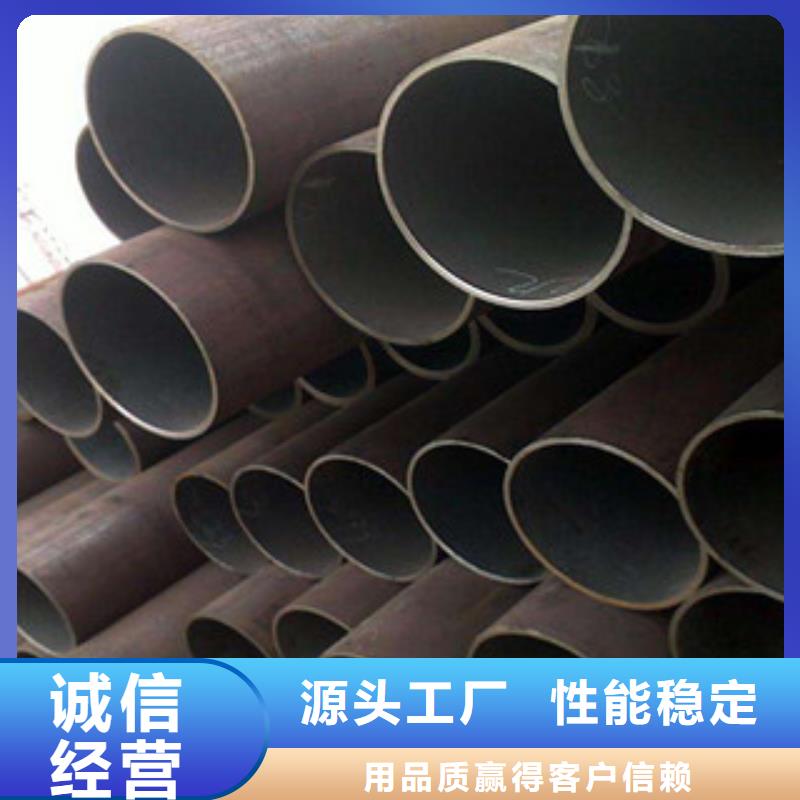
產品特點圖

焊接工藝:
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。
而且,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。
強度特點:
管子在承受內壓時,通常在管壁上產生兩種主要應力,即徑向應力δ和軸向應力δ。焊縫處合成應力δ,其中,α為螺旋焊管焊縫的螺旋角。
螺旋焊管焊縫的螺旋角一般為度,因此螺旋焊縫處合成應力是直縫焊管主應力的。在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可減小。
從焊接工藝而言,螺旋焊管與直縫鋼管的焊接方法一致,但直縫焊管不可避免地會有很多的丁字焊縫,因此存在焊接缺陷的機率也大大提高,而且丁字焊縫處的焊接殘余應力較大,焊縫金屬往往處于三向應力狀態,增加了產生裂紋的可能性。
而且,根據埋弧焊的工藝規定,每條焊縫均應有引弧處和熄弧處,但每根直縫焊管在焊接環縫時,無法達到該條件,由此在熄弧處可能有較多的焊接缺陷。
強度特點:
管子在承受內壓時,通常在管壁上產生兩種主要應力,即徑向應力δ和軸向應力δ。焊縫處合成應力δ,其中,α為螺旋焊管焊縫的螺旋角。
螺旋焊管焊縫的螺旋角一般為度,因此螺旋焊縫處合成應力是直縫焊管主應力的。在相同工作壓力下,同一管徑的螺旋焊管比直縫焊管壁厚可減小。

適用范圍


鋼興鋼管 (黃石市分公司)秉承“匠心制造,服務至上”經營理念,不斷創新,精益求精,以質量過硬找客戶,以誠信經營留客戶,以實現客戶價值為目標,愿與各界人士攜手合作,共圖 20G無縫鋼管發展,熱枕歡迎國內外客商、朋友前來參觀指導。



為什么選擇我們

JCOE成型法設備簡單,模具較少,更換方便;UOE機組模壓成型,JCOE成型后的管筒開口較大,焊后宏觀整體應力較大。
通過對比分析UOE管線管和JCOE管線管的生產工藝與生產成本,可得到以下結論:
(1)UOE成型的生產效率高,產能大,但是更換模具周期較長,比較適合生產大批量、單一規格的產品;JCOE生產效率較低,而一套模具可對應多種規格,比較適合生產小批量、多規格的產品。
(2)UOE成型可生產產品的直徑壁厚范圍都要小于JCOE成型。
(3)從性能上看,UOE管線管相比JCOE管線管有殘余應力小、外形尺寸精度高、屈強比小的優點。
(4)生產成本方面,UOE生產線的一次性投資高,為30億元左右,而JCOE生產線為4億元左右;二者的成材率基本相同,UOE管線管的加工成本相對JCOE管線管每噸要高200~300元。
通過對比分析UOE管線管和JCOE管線管的生產工藝與生產成本,可得到以下結論:
(1)UOE成型的生產效率高,產能大,但是更換模具周期較長,比較適合生產大批量、單一規格的產品;JCOE生產效率較低,而一套模具可對應多種規格,比較適合生產小批量、多規格的產品。
(2)UOE成型可生產產品的直徑壁厚范圍都要小于JCOE成型。
(3)從性能上看,UOE管線管相比JCOE管線管有殘余應力小、外形尺寸精度高、屈強比小的優點。
(4)生產成本方面,UOE生產線的一次性投資高,為30億元左右,而JCOE生產線為4億元左右;二者的成材率基本相同,UOE管線管的加工成本相對JCOE管線管每噸要高200~300元。
