

我們的現場實拍視頻將帶您走進QT500-7球磨鑄鐵棒那可以買到產品的世界,讓您親眼見證其優點和特點,為您的購買決策提供有力支持。
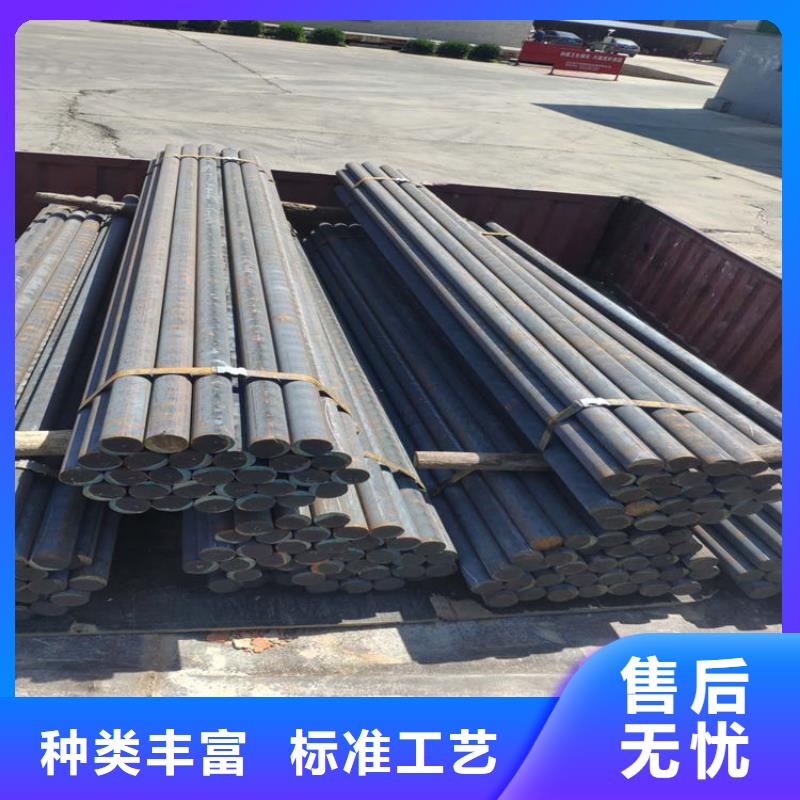
以下是:QT500-7球磨鑄鐵棒那可以買到的圖文介紹


湖北黃石億錦鑄鐵型材有限公司專業提供湖北黃石球墨鑄鐵棒現貨,湖北黃石鑄鐵棒生產廠家徹底的以往普通鑄鐵產品存在的氣孔其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。 直徑為46mm的水平連鑄灰鑄鐵棒材進行凝固數值模擬。通過實測石墨套內溫度場及數值計算,用傳熱學反問題求解方法確定鑄棒表面的熱流邊界條件。對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。 反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。按自由熱收縮求得鑄棒和石墨套界面上的間隙尺寸,再考慮液體金屬靜壓力的作用而加以修正,同時考慮石墨套內表面粗糙度的影響,通過實驗和計算,建立了一套計算鑄棒/石墨套界面傳熱系數的方法.這套傳熱系數計算方法對不同尺寸的鑄棒都是適用的.



億錦天澤鋼鐵有限公司主要經營:【湖北黃石q550高強板生產廠家】, 本廠家秉承“顧客至上,銳意進取”的經營理念,堅持“客戶為先”的原則為廣大客戶提供優質的【湖北黃石q550高強板生產廠家】。歡迎廣大客戶惠顧! 本廠家是致力于集研發、生產、銷售、服務為一體的股份企業。經過多年的探索發展及不斷的吸收、消化國內外的同類【湖北黃石q550高強板生產廠家】產品 的先進技術,廠家【湖北黃石q550高強板生產廠家】產品已從單一走向系列,積累豐富的設計、制作及裝配經驗。


湖北黃石億錦鑄鐵型材有限公司專業提供湖北黃石球墨鑄鐵棒現貨,湖北黃石鑄鐵棒生產廠家通過優化工藝,減少N、H氣體來源,加強排氣,合理選擇澆注溫度,適當放置冷鐵等。加強過程控制,嚴格按照工藝也是不可缺的有效途徑。 水平連鑄作為一種精密近凈成型技術,以其諸多優點,被譽為“21世紀的綠色水平連鑄技術”,具有廣闊的應用前景。 在消失模水平連鑄充型過程中,由于模樣分解產生的氣體對液態金屬流動前沿的影響作用,使液態金屬充型過程中的速度場和自由表面、凝固過程中的溫度場以及充型和凝固中所產生的缺陷與普通砂型水平連鑄有很大的不同。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。
通過實驗獲得板形灰鑄鐵型材較為合理的工藝參數為:澆注溫度1400℃,設計襯鐵鑄鐵型材的消失模水平連鑄工藝,模擬了其充型和凝固過程,預測了水平連鑄缺陷,并進行了相應的工藝優化。按照優化后的工藝參數進行實際生產,得到了合格的鑄鐵型材,驗證了數值模擬的可靠性。
通過實驗獲得板形灰鑄鐵型材較為合理的工藝參數為:澆注溫度1400℃,設計襯鐵鑄鐵型材的消失模水平連鑄工藝,模擬了其充型和凝固過程,預測了水平連鑄缺陷,并進行了相應的工藝優化。按照優化后的工藝參數進行實際生產,得到了合格的鑄鐵型材,驗證了數值模擬的可靠性。



湖北黃石億錦鑄鐵型材有限公司專業提供湖北黃石球墨鑄鐵棒現貨,湖北黃石鑄鐵棒生產廠家對灰鑄鐵金相圖像出現的亮度不均勻現象,利用空域陰影校對金相圖像進行亮度不均勻校正;利用小波變換與均值濾波相結合的算法對灰鑄鐵金相圖像進行去噪處理,并取得了較好的結果。 用常用的分割算法:閾值化法、FCM聚類法、遺傳算法和小波變換對灰鑄鐵金相圖像進行分割,分析了分割效果和算法的性能。 反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。 得出了以下結論: (1)小直徑鑄鐵型材的金相組織特點是:發達的初生奧氏體枝晶和枝晶聞分布的細小 的D型石墨。 度差僅為Hl≥±15。 (3)試驗所得的小直徑鑄鐵型材的抗拉強度均在320MPa以上,力學性能良好。 (4)從拉伸斷囂可以得出:奧氏體技晶在鑄鐵型謄孝的斷裂過程中主要表現為阻止裂紋 擴展的作用,增加斷裂所需的能量,提高鑄鐵型材的強度。 (5)對小直徑鑄鐵型材的組織及斷裂行為分析表明:發達的初塵奧氏體技晶呈框架結 構分布:枝晶間的D型石墨在高倍電鏡下觀察石墨的形狀近似里蠕蟲狀或狀。這是 小直徑鑄鐵型材度的根本原因。


湖北黃石億錦鑄鐵型材有限公司專業提供湖北黃石球墨鑄鐵棒現貨,湖北黃石鑄鐵棒生產廠家根據鑄鐵型材的材質和尺寸規格選擇適宜的鐵液溫度。鐵液溫度高,流動性好,型材結晶前沿移動后有良好的焊合性,但過高的鐵液溫度會降低生產速度或因控制不當出現鐵液泄露事故。而過低的鐵液溫度會降低結晶前沿鐵液的焊合能力,出現冷隔、裂紋、疤皮等缺陷。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。 反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。 基于Matlab軟件建立以鑄造工藝參數為輸入,拉坯工藝參數為輸出的控制模型。仿真實驗表明本文建立的拉坯工藝參數GA-BP神經網絡控制模型可以用于拉坯工藝參數自適應整定,所獲得拉坯工藝參數能夠用于實際生產系統,實現高質量、率的鑄鐵型材水平連鑄拉坯生產。基于這一點,不生產球鐵的鑄鐵廠,建議很好地重新考慮這方面的可能性。


