

聯系我們

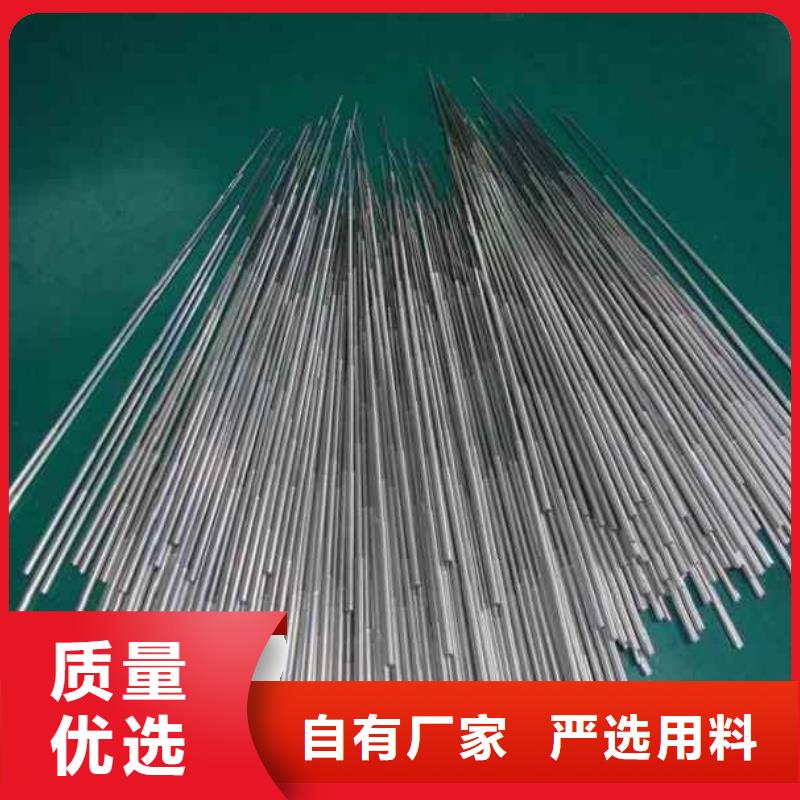
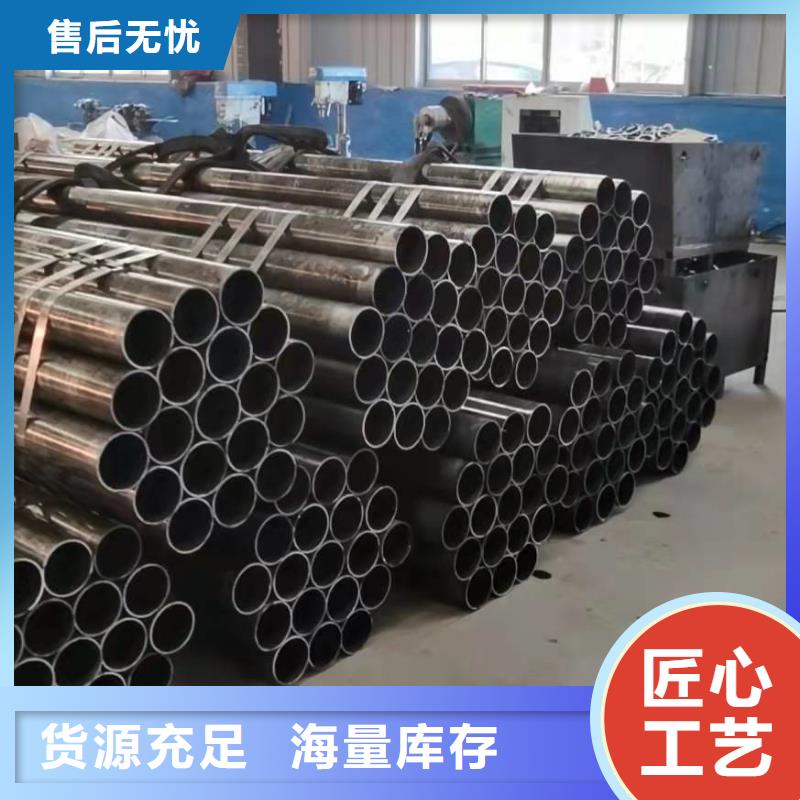
小口徑精密管現貨直發
更新時間:2025-01-28 20:45:35 瀏覽次數:2 公司名稱:聊城 大金鋼管制造有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 4.5/米 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 9999 |
| 運費說明 | 電聯 |
| 是否廠家 | 是 |
| 產品品牌 | 大金鋼管 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 可售賣地 | 全國 |
| 適用領域 | 金屬制品,機械制造 |



如果大家仔細觀察周圍的建筑,都有鋼管的存在。但是使用的鋼管是不同的。但是近幾年來多數建筑物都選擇了精密管。因為精密管優良的性能確實非常方便。比如說自行車,過去的自行車騎著很笨重,現在的自行車騎起來輕巧方便。就是因為自行車使用了精密管的原因。之所以會出現,這樣的一個變化。那完全是因為精密管。因為精密管,并不是實心的鋼管。在鋼管的內部,有著一部分中空的截面。這讓精密管,即是保留了,鋼管的各方面性能。同時也是減輕了,管道自身的重量。其次精密管,都是經過了,出色的抗氧化處理。在精密管的表面,牢牢地吸附著,一層稀有金屬的鍍層。在這樣的情況下,即是自行車,經常都會被雨淋。但管道自身,并不會輕易的生銹。 精密管行業也在緩慢進行發展中,現在在緩慢發展中,精密管價格仍然在一高三低的進行中,價格不穩定已經成為了家常便飯,就好像孩子的臉說變就變,很多人都說做精密管生意不好做了,都是非常辛苦的,市場上利空因素在逐漸的增多,嚴重地制約著經濟的正常運行。在這種大背景之下,精密管市場已經進入了危急的時刻!
大金鋼管制造有限公司 黃岡 小口徑精密管現貨直發精密管軋制:將鋼材金屬坯料通過一對旋轉軋輥的間隙(各種形狀)因受軋輥的壓縮使材料截面減小,長度增加的壓力加工方法。拉撥鋼材:將已經軋制的金屬坯料(型、管、制品等)通過模孔拉撥成截面減小長度增加的加工方法大多用作冷加工。將帶鋼送入12cr5moi合金鋼管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。12cr5moi合金鋼管焊接溫度主要受高頻渦流熱功率的影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π(cl1/...式中:f-激勵頻率(hzc-激勵回路中的電容(f電容=電量/電壓;l-激勵回路中的電感,電感=磁通量/電流?當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,12cr5moi合金鋼管組織仍然保持固態,形成未熔合或未焊透;當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。

 大金鋼管制造有限公司
大金鋼管制造有限公司
精密管的應用已經在很多的地區得到了應用,主要用在金屬行業,建材行業和一些建筑管道行業進行展開。但是精密管的生產要遵循一定的技術,加工的技術的工藝流程是非常重要的,那么常規的技術是不能少的,下面我們主要來看一下精密管的生產工藝流程。 精密管的生產工藝主要包括冷拔,熱軋和熱擴。主要的加工程序有坯料鋸切工序,環形爐加熱工序,穿孔工序,軋管工序,定徑工序,冷床工序,矯直工序,切管吹灰工序,漏磁探傷工序,表面檢查和測長稱重到打包入庫。 主要的技術標準有結構用無縫鋼管GB/T8162-2008輸送流體用無縫鋼管GB/T8163-2008低中壓鍋爐用無縫鋼管 GB3087-2008液壓支柱用熱軋無縫鋼管GB/T1396-1998高壓鍋爐用無縫鋼管GB5310-2008API套管和油管規范 API5CT管線鋼管規范API5L-44低溫管道用無縫鋼管GB/T18984-2003。
