

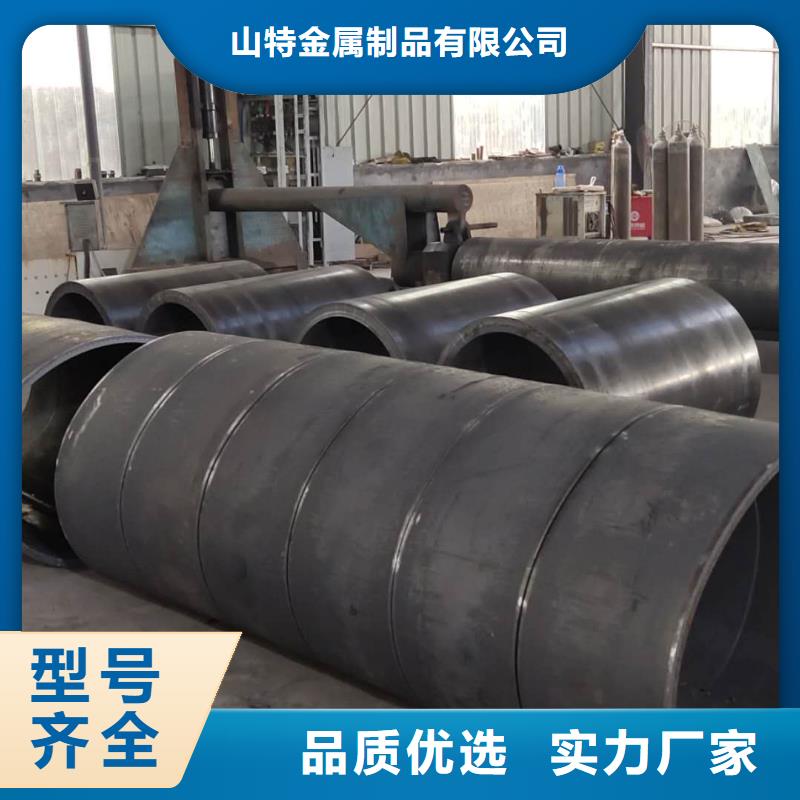

鋼板卷管在放樣前必須用鋼卷尺對鋼板進行檢查,并找正。鋼材的放樣尺寸按卷管的中徑計算,放樣后在鋼板上打上樣沖,并標出鋼板的中心線。管道坡口加工宜采用機械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。火焰切割前應將鋼材表面距切割邊緣50mm范圍內的銹斑、油污等干凈。采用熱加工方法加工坡口后,應除去坡口表面的氧化皮、熔渣及影響接頭質量的表面層,并應將凹凸不平處打磨平整,切口上不得產生裂紋,并不宜有大于10mm的缺棱,切割后應邊緣上的氧化物、熔瘤和飛濺物等。機械加工時,加工表面不應出現臺階。對接坡口根據工藝及規范的要求進行加工,簿板一般采用V型坡口,厚板采有X型坡口,對于小于6mm的板材,可不加工坡口,但在反面焊接時,必須砌底清根。切口或坡口邊緣上的缺棱,當其為1~3mm時,可用機械加工或修磨平整,但不能超過的1/10;當缺棱或溝槽超過30mm時則用Φ3.2以下的低氫型焊條補焊,并修磨平整。切口或坡口邊緣上若出現分層性質的裂紋,需用10倍以上的放大鏡或超聲波探測其長度和深度。


我公司常年生產銷售:襄陽濾水管廠家。以質量求生存,以信譽求發展,愿新老客戶前來洽談合作。
公司以良好的信譽、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市及國外,產品深得用戶依賴。
公司在穩中求創新,與時俱進求發展的理念下發展狀大,經過短時間的發展,現已初具規格,形成了一支思想正、作風硬、業務精的員工隊伍。


