


云海旭金屬材料有限公司
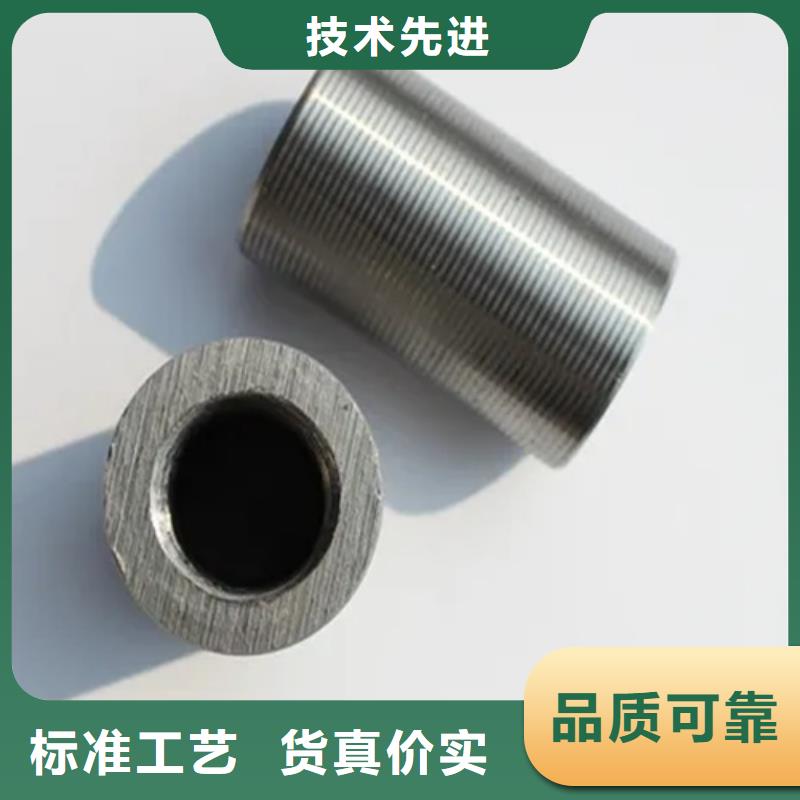
鋼筋套筒外觀檢查,連接套筒螺紋牙型應飽滿,連接套筒表面不得有裂紋,表面及內螺紋不得有嚴重的銹蝕及其他肉眼可見的缺陷。尺寸檢查重要尺寸(外徑、長度)及螺紋牙型、精度應經檢驗符合廠家產品設計圖紙要求。內螺紋用專用的螺紋塞規檢驗,其塞通規應能順利旋入,塞止規旋入長度不得超過3P(P為一個螺距長度)。允許偏差:套筒直徑D≤50;外徑允許偏差±0.5;長度允許偏差±0.5。一般試驗項目:抗拉強度。


 鋼筋套筒接頭加工的技術是需要十分慎重的進程需要的,我們可以經過比較其他加工技術而言,鋼筋接頭的技術進程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機或其他專用堵截設備,制止氣割。2、剝肋滾壓螺紋:運用鋼筋剝肋滾壓直螺紋機將待聯接鋼筋的端頭加工成螺紋。3、絲頭質量查驗:操作者對加工的絲頭進行的質量查驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或聯接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣查驗。6、存放待用:按規格型號及類型進行分類堆積。
鋼筋套筒接頭加工的技術是需要十分慎重的進程需要的,我們可以經過比較其他加工技術而言,鋼筋接頭的技術進程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機或其他專用堵截設備,制止氣割。2、剝肋滾壓螺紋:運用鋼筋剝肋滾壓直螺紋機將待聯接鋼筋的端頭加工成螺紋。3、絲頭質量查驗:操作者對加工的絲頭進行的質量查驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或聯接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣查驗。6、存放待用:按規格型號及類型進行分類堆積。


您的位置>首頁 >茂名本地今日News >