





<汕尾>鵬鑫鋼鐵
汕尾DN32鍍鋅管制造廠家

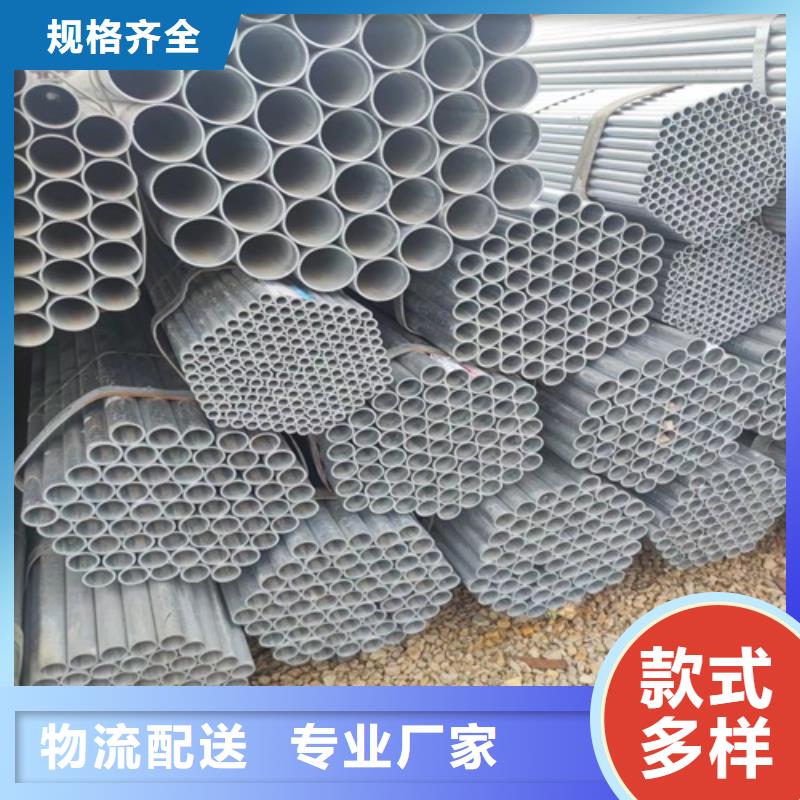
鍍鋅管的硬度檢測方法 鍍鋅鋼管要進行力學性能測試。鍍鋅鋼管廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。力學性能測試方法主要分兩類,一類是拉伸試驗,一類是硬度試驗。 拉伸試驗是將鍍鋅鋼管制成試樣,在拉伸試驗機上將試樣拉至斷裂,然后測定一項或幾項力學性能,通常僅測定抗拉強度、屈服強度、斷后伸長率和斷面收縮率。20G高壓鍋爐管采用的鍋爐受壓元件用鋼,一般在39公斤以下的鍋爐應用,為了在較高壓力下使用,往往都把受熱面管設計的很厚。為了減少熱阻和節省鋼材,保證較高或高壓鍋爐用鋼的性,同時也為了降低用鋼量,普遍采用的是16MnG.同時也有添加稀土、鎂等金屬和非金屬材料的特殊鋼材。這樣會提高鍋爐用鋼的性能,減少鋼材的耗量,同時也降低了熱阻。拉伸試驗是金屬材料基本的力學性能試驗方法,幾乎所有的金屬材料,只要對力學性能有要求,都規定了拉伸試驗。 硬度試驗是將一個硬質壓頭按規定條件緩慢壓入試樣表面、然后測試壓痕深度或尺寸,以此確定材料硬度的大小。硬度試驗是材料力學性能試驗中簡單、迅速、易于實施的方法。硬度試驗是非破壞性的,材料硬度值與抗拉強度值之間有近似的換算關系。材料的硬度值可以換算成抗拉強度值,這一點具有很大的實用意義。



熱鍍鋅管焊接方式 正常而言,熱鍍鋅無縫管在高碳鋼外面涂一層鋅,熱浸鍍鋅層一般作為20um厚。鋅的熔點為419℃,約908℃。在焊接中,鋅熔化成液體,漂浮在熔池表面或焊接根部。鋅在鐵中有較大的固溶度。液態鋅會沿位錯腐蝕焊接金屬材料,低熔點鋅會導致“形狀記憶合金時效”。 除此之外,鋅和鐵可以在金屬材料之間發生了延性化學物質。這一種韌性收斂環比減少了焊接金屬材料的塑性變形,并在拉申地應力作用下發生了裂紋。 一旦角焊縫是焊接的,尤其是T型接頭的角焊縫,不確定會導致周邊地區的裂紋。在熱鍍鋅無縫管的整個焊接進程中,焊縫表面和邊緣的鋅層在電弧加熱跟特質下會被空氣氧化、熔化和揮發,甚至會釋放出煙霧和蒸汽,容易發生焊接氣孔。 空氣氧化產生了的活性氧化鋅熔點高,等于1800℃。一但整個焊接進程中的主要參數很小,活性氧化鋅渣就或許能混入。Feo-mno或feo-mno-sio2的低熔點金屬氧化物渣是由鋅成為脫氧劑引起了的。其它,因為鋅的揮發,排出大量煙塵,對身體有刺激性和危害性。從此,焊接地點的熱鍍鋅層必須打磨掉。 熱鍍鋅無縫管焊接前的準備與大致高碳鋼相同。注意解決凹槽大小和周圍地區的熱鍍鋅層。為了達到比較好的滲透,管溝規格盡量大,一般作為60-65 mm,有著一定間隙,一般作為1.5-2.5mm;為了杜絕鋅對焊接的滲透,可以在焊接前去除凹槽內的熱鍍鋅層。 在具體的工程監理工作中,集控系統采用集中倒圓,無鈍邊。兩層焊接工藝降下來了未焊透的概率,電氣等級應依照熱鍍鋅無縫管的板料選擇。一般而言,J422由于他的可執行性而被長期用于高碳鋼。 焊接方式:在焊接 層和雙層時,盡極小的概率將鋅層熔化,使其汽化揮發并從焊接中逸出,可以大大降下來焊接中殘留的液態鋅。
汕尾DN32鍍鋅管制造廠家
 <汕尾>鵬鑫鋼鐵
<汕尾>鵬鑫鋼鐵
