

亞廣金屬
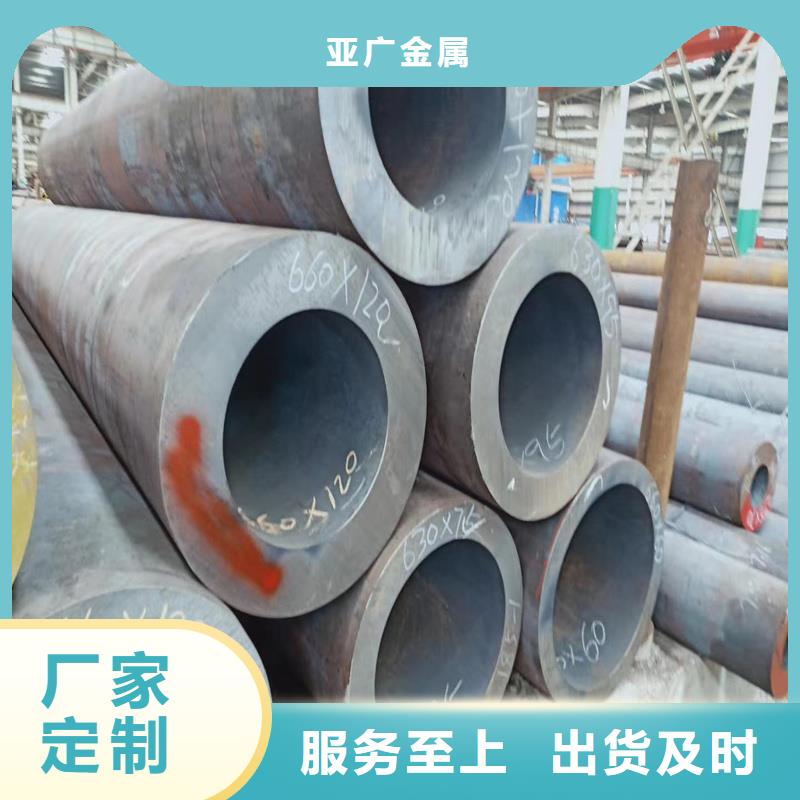
聊城Q345B無縫鋼管
其次,因為無縫鋼管的種類和生產批次較多,在存放的時候要做到統籌合理安排,做到先進先出。而且要按不同品種材料分別堆放,防止混淆和相互腐蝕。后,要做好無縫鋼管入庫后由專人經常檢查。檢查項目包括:庫房的防水、通風情況,無縫鋼管表面清潔工作。定期檢查清楚隱形隱患。
首先大家要了解什么是酸洗:利用酸溶液去除鋼鐵表面上的氧化皮和銹蝕物的方法稱為酸洗。酸洗用酸有硫酸、鹽酸、磷酸、和混合酸等。為提高鋼管抗腐蝕能力,延長產品使用壽命,因此對鋼管必須進行酸洗、鈍化表面處理,使表面形成一層保護膜。
酸洗過程就是為了去除表面氧化皮,后經過潤滑處理(碳素鋼-磷皂化,不銹鋼-牛油石灰,銅鋁管-涂油),用老工藝-鍍銅),再進行拔制深加工。鋼管如果不酸洗、表面可能有氧化物和油污,磷化液核能無法將它們除去,磷化質量會降低。而且鋼管在制造過程中,經過多道工序后,如果稍微不注意,都會在鋼管表面留下傷痕,使零部件抗 腐蝕性能降低,直接影響使用壽命。
 滲氮處理
根據無縫鋼管滲氮處理的基本原理和工藝特點,其工藝參數有滲氮湄 度、滲氮時間和氨的分解率等,歸納其要點如下。
【1】滲氮溫度
滲氮溫度在500°C時,具有 的表面硬度,超過該溫度則杉出現硬度的降低,其原因在于500°C以下氮化物的聚集不顯著,菸散度大的緣故。同時考慮到氮化溫度與硬度、氮化層深度、無縫鋼管變形量等眾多因素的關系,通常將氮化溫度控制在480?560°C 滲氮與硬度的關系見圖8-2。
【2】滲氮時間
滲氮一定時間后,表面硬度達到 值,延長時間后硬度稍芊下降,如滲氮溫度越高則達到 值的時間越短,硬度値就越低; K化層的深度隨時間的延長而增加。圖8-3為38CrMoAl氮化鋼氣 ft層硬度、深度與溫度、時間的關系。
圖8 3 38CrMoAl無縫鋼管氮化層硬度、深度與溫度、時間的關系
【3】氨的分解率
氨的分解率是氨分解產生的氫和氮占爐氣體積的百分比,分解高則爐內氫濃度高,使氮原子處于停頓狀態,即阻止氮原子的滲入;反之分解率低則造成與無縫鋼管表面接觸的活性氮原子數量減少,$ 氣又使脆性增加。分解率與爐內壓力、氨的流量、無縫鋼管表面的狀2 以及有無催化劑等因素有關,因此分解率應控制在一個適當的S 圍內,.一般而言氨的分解率控制在18%?45%左右,具體參見導 8~11。氨分解率的大小可以通過氨流量以及爐內壓力的高低>1 調節。
根據滲氮層深度和硬度的要求可以進行一段、二段或三段滲_ 處理,同時要根據無縫鋼管的材質與技術要求來加以合理的選擇,要if 行綜合的分析并結合其工作的條件,不要顧此失彼,要明確的是化無縫鋼管的預備熱處理是調質處理。
滲氮處理
根據無縫鋼管滲氮處理的基本原理和工藝特點,其工藝參數有滲氮湄 度、滲氮時間和氨的分解率等,歸納其要點如下。
【1】滲氮溫度
滲氮溫度在500°C時,具有 的表面硬度,超過該溫度則杉出現硬度的降低,其原因在于500°C以下氮化物的聚集不顯著,菸散度大的緣故。同時考慮到氮化溫度與硬度、氮化層深度、無縫鋼管變形量等眾多因素的關系,通常將氮化溫度控制在480?560°C 滲氮與硬度的關系見圖8-2。
【2】滲氮時間
滲氮一定時間后,表面硬度達到 值,延長時間后硬度稍芊下降,如滲氮溫度越高則達到 值的時間越短,硬度値就越低; K化層的深度隨時間的延長而增加。圖8-3為38CrMoAl氮化鋼氣 ft層硬度、深度與溫度、時間的關系。
圖8 3 38CrMoAl無縫鋼管氮化層硬度、深度與溫度、時間的關系
【3】氨的分解率
氨的分解率是氨分解產生的氫和氮占爐氣體積的百分比,分解高則爐內氫濃度高,使氮原子處于停頓狀態,即阻止氮原子的滲入;反之分解率低則造成與無縫鋼管表面接觸的活性氮原子數量減少,$ 氣又使脆性增加。分解率與爐內壓力、氨的流量、無縫鋼管表面的狀2 以及有無催化劑等因素有關,因此分解率應控制在一個適當的S 圍內,.一般而言氨的分解率控制在18%?45%左右,具體參見導 8~11。氨分解率的大小可以通過氨流量以及爐內壓力的高低>1 調節。
根據滲氮層深度和硬度的要求可以進行一段、二段或三段滲_ 處理,同時要根據無縫鋼管的材質與技術要求來加以合理的選擇,要if 行綜合的分析并結合其工作的條件,不要顧此失彼,要明確的是化無縫鋼管的預備熱處理是調質處理。


