








31、DIN EN 10297-1-2003機械和通用無縫鋼管 交貨技術條件 第1部分:非合金和合金鋼管
32、DIN EN 10305-1-2003精密無縫鋼管 交貨技術條件 第1部分:無縫冷拉鋼管
33、DIN EN 10305-2-1998精密鋼管交貨技術條件第2部分 焊接冷拉鋼管
34、DIN EN 10305-3-1998精密鋼管交貨技術條件第3部分 焊接冷軋定徑鋼管
35、DIN EN 10305-4-1998精密鋼管交貨技術條件第4部分 無縫冷拉液力或氣力系統鋼管
36、DIN EN 10305-5-2000精密鋼管交貨技術條件第5部分 焊接和冷成形方形和矩形管
37、DIN EN 4235-4-1994航空和航天、鋼鍛制品、交貨技術條件 第4部分:鋼管
38、DIN ISO 8535-1-1995壓燃式發動機、高壓噴射燃油管用鋼管第1部分 無縫冷拉單壁鋼管的技術要求
1、JIS G 3445-1988機械結構用碳素鋼鋼管
2、JIS G 3454-1988壓力配管用碳素鋼鋼管
3、ASTM A556/A556M-90a供水加熱器用碳素鋼冷拔無縫鋼管
4、ASTM A106-1991高溫作業用碳素鋼無縫鋼管
5、ASTM A179/A179M-1990a(2001)熱交換器和冷凝器用冷拉低碳無縫鋼管的規格
6、NF A49-210-1985鋼管 流體輸送管道用冷拉無縫鋼管尺寸、交貨技術條件
7、BS EN 10216-1-2002無縫鋼管 技術交貨條件-第1部分:指定室溫非合金鋼管
1、磁性
16mn無縫鋼管磁性是判定電工鋼板產品牌號以及訂貨和交貨的依據。磁感應強度和鐵損的測量方法有兩種,即 標準GB/T 3655-2008的愛潑斯坦方圈法和GB/T 13789-2008的單片電工鋼片(帶)磁性測量法,可任選一種。在每卷16mn無縫鋼管鋼帶頭尾各切取30×300mm約0.5kg試樣。無取向硅鋼縱橫各半,取向硅鋼均為縱向。單片測量用的試樣尺寸為500×500mm。
2、磁時效檢驗
測過16mn無縫鋼管磁性的試樣經200℃×48h或150℃×120h人工時效處理后再測量磁性。
3、尺寸、形狀和表面檢驗
檢驗項目、方法和規定按 標準GB 2521-2008。
4、反復彎曲檢驗
切取30×300mm樣品10片,縱橫各半,不經應力退火,按GB 235-2002,熱軋硅鋼彎曲次數≥1次,冷軋16mn無縫鋼管≥2次。
16mn無縫鋼管出廠的檢測項目和各種的檢測的要求
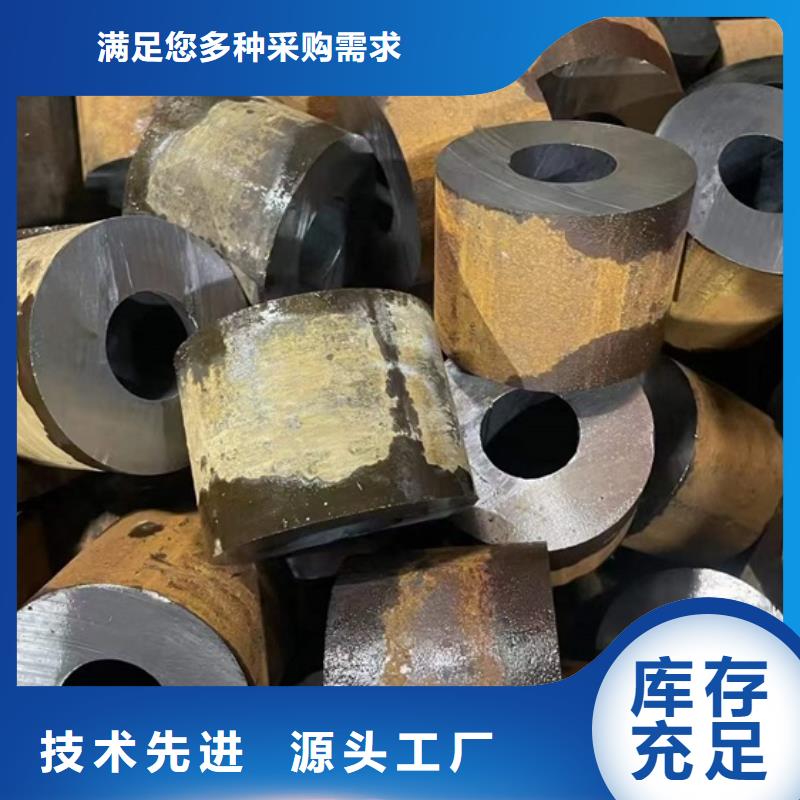
本實用新型一種16mn無縫鋼管穿孔頂頭的離心鑄造模具是用固定托板與離心鑄造機相聯接固定。
與現有技術相比,本實用新型一種16mn無縫鋼管穿孔頂頭的離心鑄造模具具有顯著進步性,具體優點如下:
(1)采用軸線水平布置模具,運用離心鑄造技術,澆注時,鑄件軸向與離心機主軸相互垂直,金屬液順序進入型腔,不會產生金屬液紊流,實現中部非空錐形零件的制造,具有操作靈活方便、制造成本低廉,鑄件組織均勻致密、性能優異的特點,并且頂頭鼻部處離心力大,鼻部鑄態組織好,符合頂頭使用工況受力要求;
(2)本實用新型結構設計新穎,簡單實用,可根據頂頭尺寸大小,調整鑄件數量,因共用澆口,能夠有效減少鑄件澆口及補縮冒口的重量,節約金屬;
(3)砂芯所用樹脂砂污染小,能循環使用,經濟實惠;
(4)本實用新型可根據頂頭尺寸大小,對稱布置模具,實現一注多件澆鑄,操作靈活,制造成本低,具有高的投資性價比。