

聯系我們

15CrMo大口徑方鋼實心方鋼生產直銷
更新時間:2025-02-04 20:01:46 瀏覽次數:6 公司名稱:聊城 鑫澤金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 5750/噸 |
| 發貨期限 | 3-7 |
| 供貨總量 | 7777777 |
| 運費說明 | 運輸/需方付費 |
| 最小起訂 | 0.1 |
| 質量等級 | A級 |
| 是否廠家 | 是 |
| 產品材質 | 材質齊全 |
| 產品品牌 | 鑫澤 |
| 產品規格 | 規格齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 可定制 |
| 產品型號 | 根據需求 |
| 可售賣地 | 全國 |
| 產品重量 | 按需求 |
| 產品顏色 | 油拔,粉拔,精拉 |
| 質保時間 | 按產品尺寸 |
| 外形尺寸 | 根據需求 |
| 適用領域 | 通用領域 |
| 是否進口 | 否 |
| 質量認證 | 根據產品 |
| 產品功率 | 8000 |
| 工作溫度 | 1500 |



鑫澤金屬制品有限公司
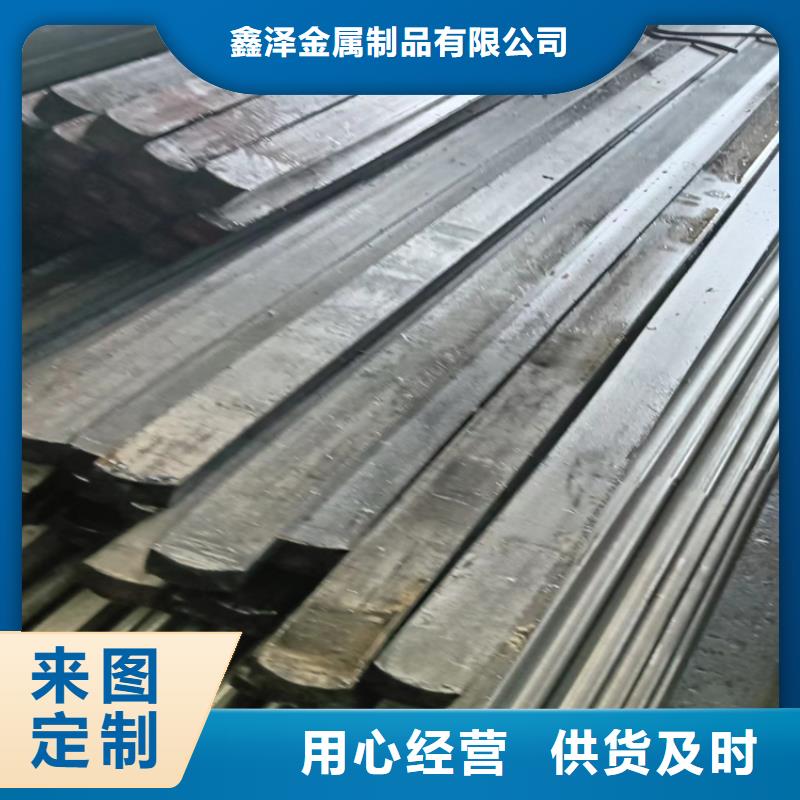
萊蕪15CrMo大口徑方鋼 實心方鋼生產直銷
冷拔方鋼是一種有效的金屬防腐方式,主要用于各行業的金屬結構設施上,自從1836年法國把冷拔方鋼應用于工業以來,已經有一百四十年的歷史了,經過這么長時間,我們的冷拔方鋼還是一直很受歡迎,原因主要有:1、產品規格特殊。厚度在8~50mm,寬度150-625mm,長度5-15m,且產品規格檔距較密,可以滿足用戶的需求,代替冷拔方鋼使用、不用切割,就可直接進行焊接。2、產品的尺度三點差,同級差優于鋼板標準,產品平直、板型好。3、產品表面光潔,工藝中二次采用高壓水除鱗工序,確保鋼材表面光潔。4、精軋采用連軋工藝,自動活套自動控制,確保冷拔方鋼不堆鋼不拉鋼,產品尺寸精度高,公差范圍、三點差、同條差、鐮刀彎等參數都優于中板,并且板型直度好。5、兩側邊垂直,菱角清楚,精軋中的二道立軋,保證了兩側邊垂直度好,角清,邊部表面質量好。
鑫澤金屬制品有限公司
 萊蕪15CrMo大口徑方鋼 實心方鋼生產直銷
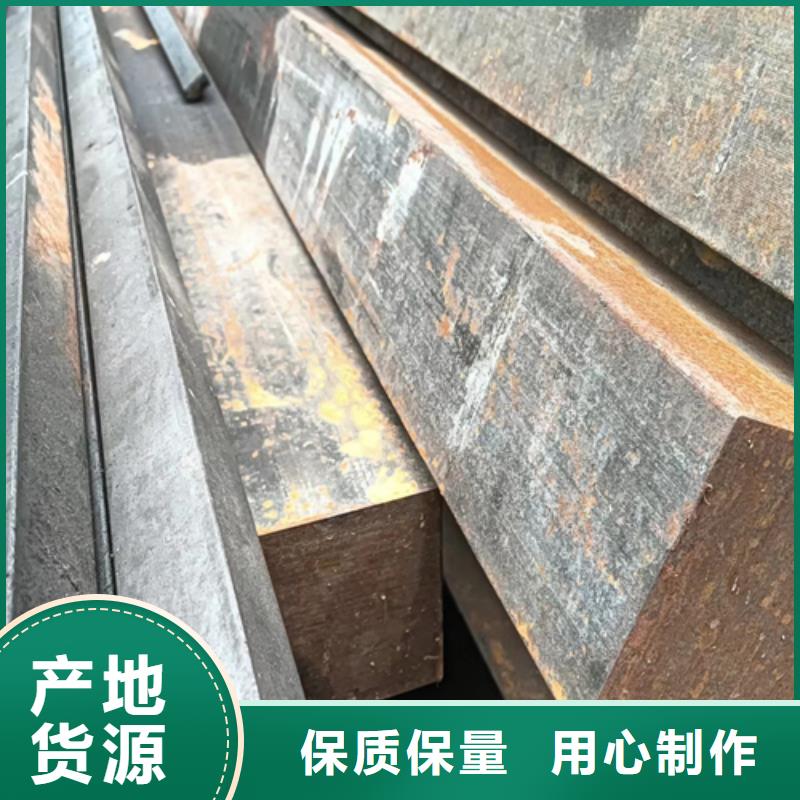
萊蕪15CrMo大口徑方鋼 實心方鋼生產直銷
 經冷拔后的產物還需要進行調直加工、去掉夾頭廢料加工、定尺剪切、防銹措置等環節才算究竟結局成品。冷拔方鋼理當方案很廣泛,廣泛運用在五金配件、家電配件、加工原材料,機加工等等各類熱軋扁鋼滿足不了需要的規模。 冷拔方鋼經由考驗及格之后,按不合的規格、尺寸、鋼種和鋼號分袂進行碼垛、捆扎、標識表記標幟此后才可人庫。就我國今朝設備狀況,這些工作是良多小單元構成的組合功課。因此,型鋼的包裝、入庫工藝有如下特點:絕大大都是手工操作,需要的人力較多。良多產物的措置及與其有關的吊運、考驗、分類是彼此交叉進行的,占用場地面積較大,所以打點斗勁復雜。由于上述的原因,提高各崗位的操作水安然安祥機械化程度,進行合理的工藝設計和增設移送設備是十分必要的。將冷拔方鋼放在常溫下進行冷拔使發生塑性變形,從而提高屈服強度,這個過程稱為冷拔強化。冷拔強化的道理:冷拔方鋼在塑性變形中晶格的缺陷增多,而缺陷的晶格嚴重畸變對晶格進一步滑移將起到阻礙浸染,故冷拔方鋼的屈服點提高,塑性和韌性降低。
經冷拔后的產物還需要進行調直加工、去掉夾頭廢料加工、定尺剪切、防銹措置等環節才算究竟結局成品。冷拔方鋼理當方案很廣泛,廣泛運用在五金配件、家電配件、加工原材料,機加工等等各類熱軋扁鋼滿足不了需要的規模。 冷拔方鋼經由考驗及格之后,按不合的規格、尺寸、鋼種和鋼號分袂進行碼垛、捆扎、標識表記標幟此后才可人庫。就我國今朝設備狀況,這些工作是良多小單元構成的組合功課。因此,型鋼的包裝、入庫工藝有如下特點:絕大大都是手工操作,需要的人力較多。良多產物的措置及與其有關的吊運、考驗、分類是彼此交叉進行的,占用場地面積較大,所以打點斗勁復雜。由于上述的原因,提高各崗位的操作水安然安祥機械化程度,進行合理的工藝設計和增設移送設備是十分必要的。將冷拔方鋼放在常溫下進行冷拔使發生塑性變形,從而提高屈服強度,這個過程稱為冷拔強化。冷拔強化的道理:冷拔方鋼在塑性變形中晶格的缺陷增多,而缺陷的晶格嚴重畸變對晶格進一步滑移將起到阻礙浸染,故冷拔方鋼的屈服點提高,塑性和韌性降低。
 鑫澤金屬制品有限公司
鑫澤金屬制品有限公司
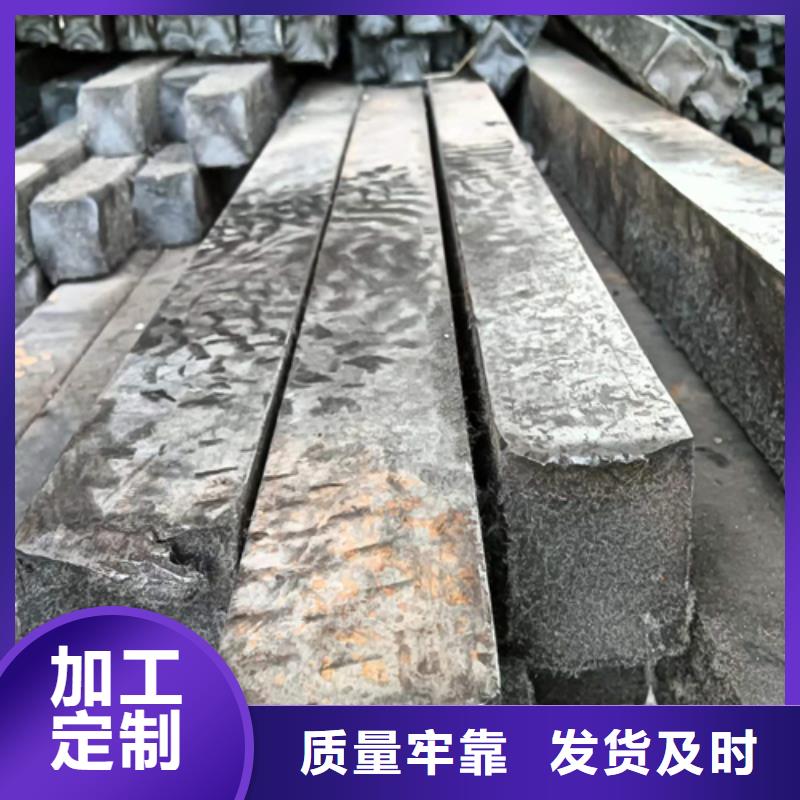
 冷拔方鋼的出產方式:大有些冷拔方鋼加工都是冷拔方鋼經由過程壓力加工,使被加工的鋼(坯、錠等)發生塑性變形。按照冷拔方鋼加工溫度不冷拔方鋼同以分冷加工和熱加工兩種。冷拔方鋼的首要加工方式有:軋制:將冷拔方鋼金屬坯料經由過程一對扭轉軋輥的空位(各類形狀),因受軋輥的緊縮使材料截面減小,長度增加的壓力加工方式,這是出產冷拔方鋼*常用的出產方式,首要用來出產冷拔方鋼型材、板材、管材。分冷軋、熱軋。鍛造冷拔方鋼:運用鍛錘的來去沖擊力或壓力機的壓力使坯料改動成我們所需的形狀和尺度的一種壓力加工方式。一般分為自由鍛和模鍛,常用作出產大型材、開坯等截面尺冷拔方鋼寸較大的材料。冷拔方鋼:是將現已軋制的金屬坯料(型、管、成品等)經由過程模孔拉撥成截面減小長度增加的加工方式大多用作冷加工。揉捏:是冷拔方鋼將金屬放在密閉的揉捏簡內,一端施加壓力,使金屬從端方的模孔中擠出而獲得有同形狀和尺度的成品的加工方式,多用于出產有色金屬材冷拔方鋼。黑色金屬、鋼和有色金屬 在介紹鋼的分類之前先簡單介紹一下黑色金屬、冷拔方鋼與有色金屬的根柢概念。黑色金屬是指鐵和鐵的合金。如鋼、生鐵、鐵合金、鑄鐵等。鋼和生鐵都是以鐵冷拔方鋼為根底,以碳為首要增加元素的合金,統稱為鐵碳合金。
冷拔方鋼的出產方式:大有些冷拔方鋼加工都是冷拔方鋼經由過程壓力加工,使被加工的鋼(坯、錠等)發生塑性變形。按照冷拔方鋼加工溫度不冷拔方鋼同以分冷加工和熱加工兩種。冷拔方鋼的首要加工方式有:軋制:將冷拔方鋼金屬坯料經由過程一對扭轉軋輥的空位(各類形狀),因受軋輥的緊縮使材料截面減小,長度增加的壓力加工方式,這是出產冷拔方鋼*常用的出產方式,首要用來出產冷拔方鋼型材、板材、管材。分冷軋、熱軋。鍛造冷拔方鋼:運用鍛錘的來去沖擊力或壓力機的壓力使坯料改動成我們所需的形狀和尺度的一種壓力加工方式。一般分為自由鍛和模鍛,常用作出產大型材、開坯等截面尺冷拔方鋼寸較大的材料。冷拔方鋼:是將現已軋制的金屬坯料(型、管、成品等)經由過程模孔拉撥成截面減小長度增加的加工方式大多用作冷加工。揉捏:是冷拔方鋼將金屬放在密閉的揉捏簡內,一端施加壓力,使金屬從端方的模孔中擠出而獲得有同形狀和尺度的成品的加工方式,多用于出產有色金屬材冷拔方鋼。黑色金屬、鋼和有色金屬 在介紹鋼的分類之前先簡單介紹一下黑色金屬、冷拔方鋼與有色金屬的根柢概念。黑色金屬是指鐵和鐵的合金。如鋼、生鐵、鐵合金、鑄鐵等。鋼和生鐵都是以鐵冷拔方鋼為根底,以碳為首要增加元素的合金,統稱為鐵碳合金。
 通過近期的一次市場調查回訪,我們發現很多客戶對冷拔方鋼焊接接頭的要求認識不清。今天,小編就把相關信息分享給大家,希望能引起大家的注意,讓大家對冷拔方鋼有一個深入的了解。這樣大家在購買和使用冷拔方鋼時就能做到心中有數,不怕上當受騙,希望對大家有所啟發和幫助。穿孔等離子弧焊可焊接各種材料的2-10腿厚的平板,冷拔方鋼焊接接頭要求在平焊位置對接。可實現高速焊接,并具有足夠的熔深,可實現單面焊接、雙面成形。雖然影響焊接過程的因素很多,這些因素之間的關系也很復雜,但電弧功率為宏觀判斷性能提供了有用的證據。穿孔等離子弧焊接的缺點是容易產生咬邊,但通過優化焊接參數和采用脈沖等離子弧焊接可以控制。事實上,等離子體存在于所有的電弧中,并且如第六章所討論的,它可以通過強熱壓縮條件得到增強。因此,當TIG焊具有足夠大的電流時,也可能具有穿孔焊的特點。
通過近期的一次市場調查回訪,我們發現很多客戶對冷拔方鋼焊接接頭的要求認識不清。今天,小編就把相關信息分享給大家,希望能引起大家的注意,讓大家對冷拔方鋼有一個深入的了解。這樣大家在購買和使用冷拔方鋼時就能做到心中有數,不怕上當受騙,希望對大家有所啟發和幫助。穿孔等離子弧焊可焊接各種材料的2-10腿厚的平板,冷拔方鋼焊接接頭要求在平焊位置對接。可實現高速焊接,并具有足夠的熔深,可實現單面焊接、雙面成形。雖然影響焊接過程的因素很多,這些因素之間的關系也很復雜,但電弧功率為宏觀判斷性能提供了有用的證據。穿孔等離子弧焊接的缺點是容易產生咬邊,但通過優化焊接參數和采用脈沖等離子弧焊接可以控制。事實上,等離子體存在于所有的電弧中,并且如第六章所討論的,它可以通過強熱壓縮條件得到增強。因此,當TIG焊具有足夠大的電流時,也可能具有穿孔焊的特點。