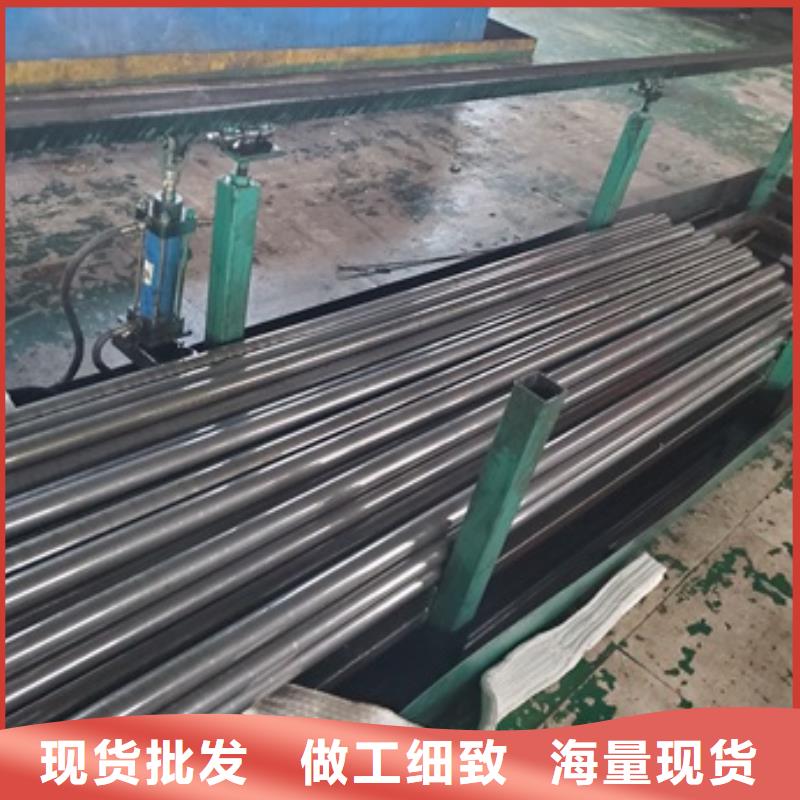



與普通的管道材料不同,精密管的焊接工藝是獲得了認(rèn)可的,在打破傳統(tǒng)焊接工藝的同時,獲得了更大的發(fā)展和進(jìn)步,從焊接技術(shù)的方面來看,精密鋼管的焊接技術(shù)是非常先進(jìn)的,因為大多數(shù)的精密鋼管含碳量不高,同時還含有其他的很多金屬元素,正是因為如此,精密鋼管在焊接工藝才會自成一派,不但會對管道的內(nèi)部進(jìn)行必要的保護(hù),還需要將焊接工藝的技術(shù),因此采用的是氬弧焊的方式。 這種焊接方式的應(yīng)用,不但能大大減弱后續(xù)操作的各種麻煩,同時,對于電焊工的操作水平有一定的要求,在焊接過程中,要保證穩(wěn)定的參數(shù),同時也要懂得進(jìn)行靈活的調(diào)節(jié),對于焊工素質(zhì)的要求是很高的,焊接工藝的式發(fā)展,讓精密鋼管在整個市場中更加獨(dú)樹一幟,獲得了更好的發(fā)展。 與普通的管道材料比較而言,精密鋼管的造價相對而言比較高,即使如此,也不會影響這種管道材料的市場占有率,精密鋼管在多個領(lǐng)域中都有廣泛的使用,真是因為如此,這種管道材料的價值才會得到,從更為長遠(yuǎn)的方面來進(jìn)行考慮,為了的精密鋼管將會成為大勢所趨,在更為廣泛的領(lǐng)域中得到應(yīng)用

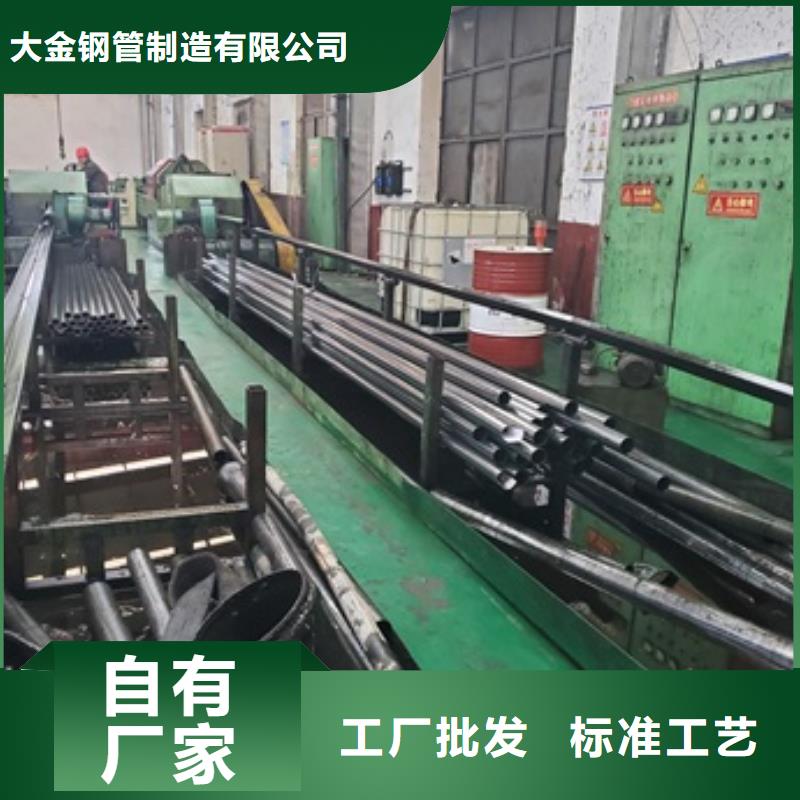
精密管(SSAW)是帶鋼卷管時其前進(jìn)方向與成型管中心線有成型角(可調(diào)整),邊成型邊焊接,其焊縫成螺旋線,優(yōu)點(diǎn)是同一規(guī)格的帶鋼可生產(chǎn)多種直徑規(guī)格的鋼管,原料適應(yīng)范圍較大,焊縫可避開主應(yīng)力,受力情況較好,缺點(diǎn)是幾何尺寸較差,焊縫長度相比直縫管長,易產(chǎn)生裂紋、氣孔、夾渣、焊偏等焊接缺陷,焊接應(yīng)力呈拉應(yīng)力狀態(tài)。 精密管生產(chǎn)廠家國外將此工藝改進(jìn)后將原料改為,使成型與焊接分開,經(jīng)預(yù)焊和精悍,焊后冷擴(kuò)徑,則其焊接質(zhì)量接近UOE管,目前國內(nèi)尚無此種工藝,是我國廠改進(jìn)的方向。“西氣東輸”所用仍然是按傳統(tǒng)工藝生產(chǎn),只是管端進(jìn)行了擴(kuò)徑。美國、日本和德國總體上否定SSAW,認(rèn)為主干線不宜使用SSAW;加拿大和意大利部分使用SSAW,俄羅斯少量使用SSAW,而且都制定了非常嚴(yán)格的補(bǔ)充條件,由于歷史原因,國內(nèi)主干線多數(shù)還是使用SSAW。
大金鋼管制造有限公司
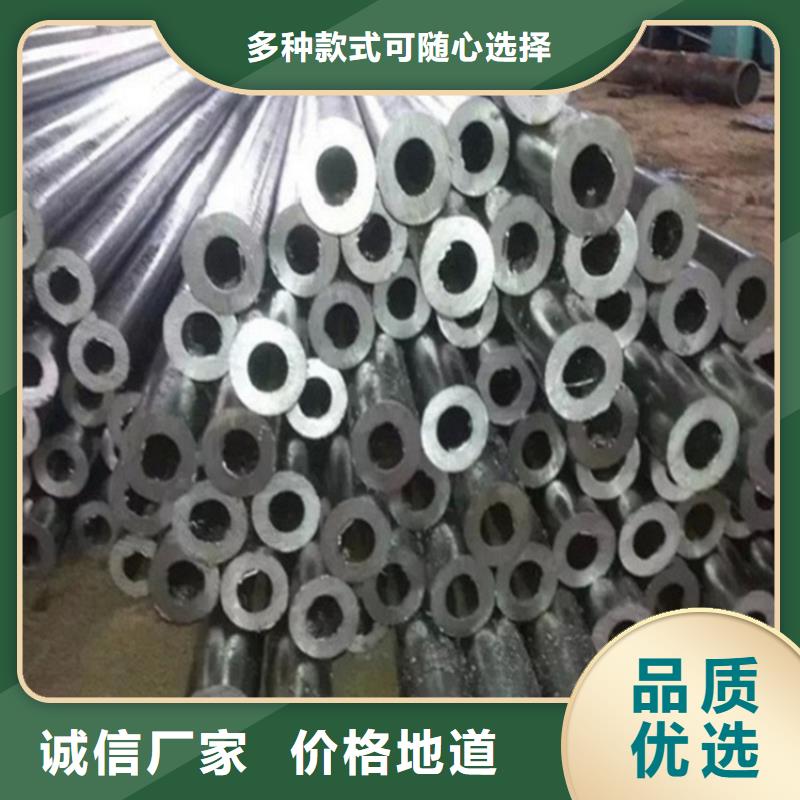
找精密管廠家,就找大金!!來電咨詢。 一般用精密管:是用10、20、30、35、45等優(yōu)質(zhì)碳結(jié)鋼16Mn、5MnV等低合金結(jié)構(gòu)鋼或40Cr、30CrMnSi、45Mn2、40MnB等合金鋼熱軋或冷軋制成的。10、20等低碳鋼制造的無縫管主要用于流體輸送管道。45、40Cr等中碳鋼制成的無縫管用來制造機(jī)械零件,如汽車、拖拉機(jī)的受力零件。一般用精密管要保證強(qiáng)度和壓扁試驗。熱軋鋼管以熱軋狀態(tài)或熱處理狀態(tài)交貨;冷軋以熱處理狀態(tài)交貨。
大金鋼管制造有限公司
