

聯系我們

當前位置:
聊城 鑫海達不銹鋼復合管生產制造廠家有限公司 >
棗莊本地新聞中心
【201不銹鋼復合管-不銹鋼復合管護欄廠家源頭實體廠商】
更新時間:2025-01-27 11:45:08 瀏覽次數:3 公司名稱:聊城 鑫海達不銹鋼復合管生產制造廠家有限公司
以下是:【201不銹鋼復合管-不銹鋼復合管護欄廠家源頭實體廠商】的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
以下是:【201不銹鋼復合管-不銹鋼復合管護欄廠家源頭實體廠商】的圖文視頻



今年在山東省棗莊市購買【201不銹鋼復合管-不銹鋼復合管護欄廠家源頭實體廠商】有了新選擇,鑫海達不銹鋼復合管生產制造廠家有限公司始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的【201不銹鋼復合管-不銹鋼復合管護欄廠家源頭實體廠商】產品。如需購買或咨詢,請隨時聯系我們,聯系人:賈殿濤-13863577835,QQ:1271858886,地址:聊城經濟開發區發貨到山東省 棗莊市 薛城區、嶧城區、臺兒莊區、山亭區、滕州市。 山東省,棗莊市 棗莊在唐宋時形成村落,因多棗樹形成村莊而得名。棗莊是中國“海峽兩岸交流基地”和“全國健身秧歌城市”,因鐵道游擊隊和臺兒莊大戰而聞名中外。境內A級景區共有47家,其中5A級景區1家、4A級景區12家、3A景區18家,4處濕地公園。境內旅游景點有臺兒莊古城、微山湖濕地紅荷風景區、抱犢崮、冠世榴園、墨子紀念館、魯班紀念館、鐵道游擊隊影視城等。
想要更深入地了解我們的【201不銹鋼復合管-不銹鋼復合管護欄廠家源頭實體廠商】產品?那么請觀看我們制作的視頻,它比任何文字描述都更具體、更生動。
以下是:【201不銹鋼復合管-不銹鋼復合管護欄廠家源頭實體廠商】的圖文介紹

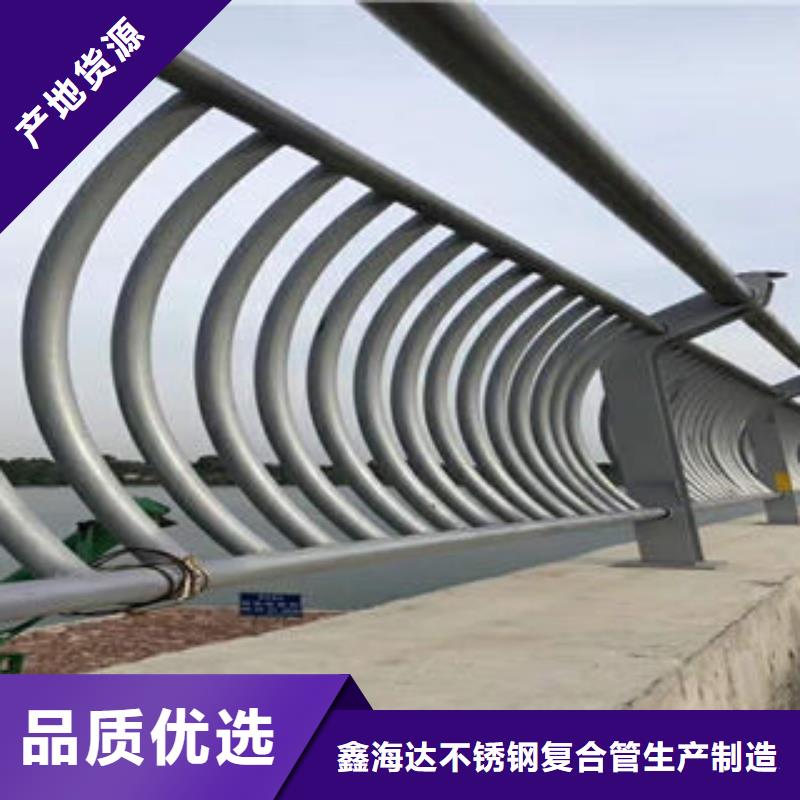
鑫海達不銹鋼復合管生產制造廠家有限公司主要生產: 山東棗莊不銹鋼復合管護欄。公司本著“客戶至上”的理念,全力為 山東棗莊不銹鋼復合管護欄行業提供更優質的產品,更貼心的服務。公司不斷從客戶的切身利益出發,站在客戶的角度,設身處地的為客戶考慮,并結合以自身的專業知識,為客戶設計出更合理的工藝品。同時,我們擁有實踐經驗豐富、高素質的設計、制造、安裝隊伍,能按客戶所需,結合客戶的實際情況,制造生產客戶需要的產品。精心的設計、精湛的制造、精細的施工、的服務以及牧陽長期秉持的“讓我們共同前進”的理念讓本公司贏得了用戶的長期認可和良好的社會信譽。


熱成型制造工藝包括熱軋和熱擠壓兩種方法,前者主要適用于有縫復合管的生產,后者適用于無縫復合管的生產。軋制是一種傳統的制備復合金屬的方法。熱軋復合實質上屬于壓力焊,如果變形量足夠大,軋輥施加的壓力就會破壞金屬表面的氧化膜,使表面達到原子接觸,從而使兩表面焊在一起。軋制的優缺點分別為:優點:生產率高、質量好、成本低,并可大量節省金屬材料的損耗,因此是目前應用極為廣泛的復合材料生產技術。軋制結合的復合板占復合板總產量的90%,而且經常應用于壁厚小于32mm的管材的加工。缺點:一次性投資大,而且很多材料組合不能通過軋制復合實現。目前應用廣泛的還是利用軋制工藝進行碳鋼、不銹鋼有縫復合管的制造。
熱擠壓一般是針對雙金屬管坯進行的,稱為復合擠壓(coextrude)。復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的好方法,日本制鋼所利用這種方法生產8in(203.2mm)以下的雙金屬復合管。它是將兩種以上的金屬組成的一大直徑復合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環狀空間。當擠壓坯料截面縮減到10:1時,高的擠壓壓力和溫度會在界面處產生“壓力焊”的焊接效應,促進界面間的快速擴散和廣泛結合,實現界面的冶金結合。擠壓前的復合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發新型合金,但粉末制備成本太高。
優點:界面為冶金結合;擠壓過程中涉及的力完全是壓應力,因此特別適合于熱加工性不好、塑性低的高合金金屬的加工。缺點:由于結合決定于擠壓過程中極短時間內的元素界面擴散,通常會因氧化物膜的存在而受到影響,因此目前復合擠壓僅限于碳鋼、不銹鋼和高鎳合金間的復合。需要指出的是,熱擠壓的變形抗力小,允許每次變形程度大,導致表面粗糙度較高,因此也有先熱擠壓再進行冷軋(或冷拔)制造復合管的方法。
離心鑄造和離心鋁熱劑法離心鑄造是為適應海洋油氣生產而開發的,適用于制造內襯金屬熔點低于外層金屬熔點的復合管。襯層和基體均采用液態金屬。將制外管的鋼液引入一旋轉金屬模,在外管凝固過程中監測管內溫度。當外管凝固并達到一定溫度時,澆入耐蝕合金等內層金屬。通過控制鑄造條件,可以生產出牢固的冶金結合的雙金屬復合管。
當應用液態金屬進行表面堆敷時,采用離心技術可復合層容易出現的氣孔和夾雜。這時,熔化金屬中密度低的渣、雜質和氣體上升到表面,而較重的金屬成分下沉,在管壁上形成一致密層,從而提高熔敷質量和再現性。因此其優缺點分別為:
優點:界面實現冶金結合,致密度高,排渣、排氣性好。缺點:若沒有其后的熱變形,僅限于鑄態使用,其粗大的鑄態組織導致各層金屬的力學性能不能充分發揮。另外,該方法不能生產外層為輕合金的復合鋼管。
熱擠壓一般是針對雙金屬管坯進行的,稱為復合擠壓(coextrude)。復合擠壓目前是生產不銹鋼和高鎳合金無縫復合管的好方法,日本制鋼所利用這種方法生產8in(203.2mm)以下的雙金屬復合管。它是將兩種以上的金屬組成的一大直徑復合坯料加熱到1200℃左右,然后擠過由模具和芯軸形成的環狀空間。當擠壓坯料截面縮減到10:1時,高的擠壓壓力和溫度會在界面處產生“壓力焊”的焊接效應,促進界面間的快速擴散和廣泛結合,實現界面的冶金結合。擠壓前的復合管坯制造方法有三種:由鍛造坯料通過熱穿孔和放大擠壓獲得;直接離心旋鑄;用耐蝕粉末顆粒。也有內外兩種金屬原材料均采用粉末的,稱為“nuval”工藝,可以開發新型合金,但粉末制備成本太高。
優點:界面為冶金結合;擠壓過程中涉及的力完全是壓應力,因此特別適合于熱加工性不好、塑性低的高合金金屬的加工。缺點:由于結合決定于擠壓過程中極短時間內的元素界面擴散,通常會因氧化物膜的存在而受到影響,因此目前復合擠壓僅限于碳鋼、不銹鋼和高鎳合金間的復合。需要指出的是,熱擠壓的變形抗力小,允許每次變形程度大,導致表面粗糙度較高,因此也有先熱擠壓再進行冷軋(或冷拔)制造復合管的方法。
離心鑄造和離心鋁熱劑法離心鑄造是為適應海洋油氣生產而開發的,適用于制造內襯金屬熔點低于外層金屬熔點的復合管。襯層和基體均采用液態金屬。將制外管的鋼液引入一旋轉金屬模,在外管凝固過程中監測管內溫度。當外管凝固并達到一定溫度時,澆入耐蝕合金等內層金屬。通過控制鑄造條件,可以生產出牢固的冶金結合的雙金屬復合管。
當應用液態金屬進行表面堆敷時,采用離心技術可復合層容易出現的氣孔和夾雜。這時,熔化金屬中密度低的渣、雜質和氣體上升到表面,而較重的金屬成分下沉,在管壁上形成一致密層,從而提高熔敷質量和再現性。因此其優缺點分別為:
優點:界面實現冶金結合,致密度高,排渣、排氣性好。缺點:若沒有其后的熱變形,僅限于鑄態使用,其粗大的鑄態組織導致各層金屬的力學性能不能充分發揮。另外,該方法不能生產外層為輕合金的復合鋼管。

鑫海達不銹鋼復合管生產制造廠家有限公司



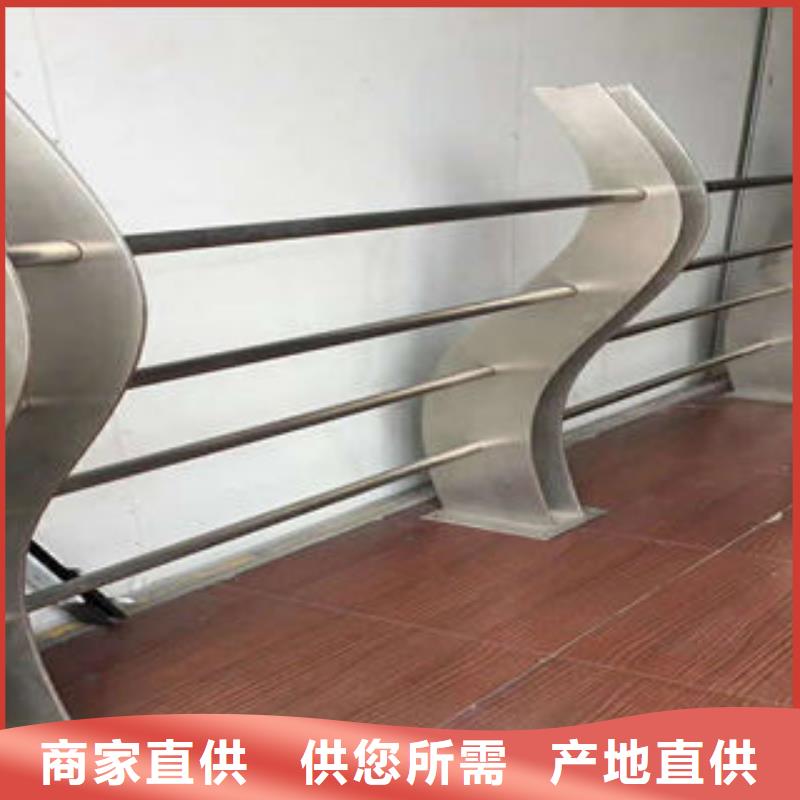
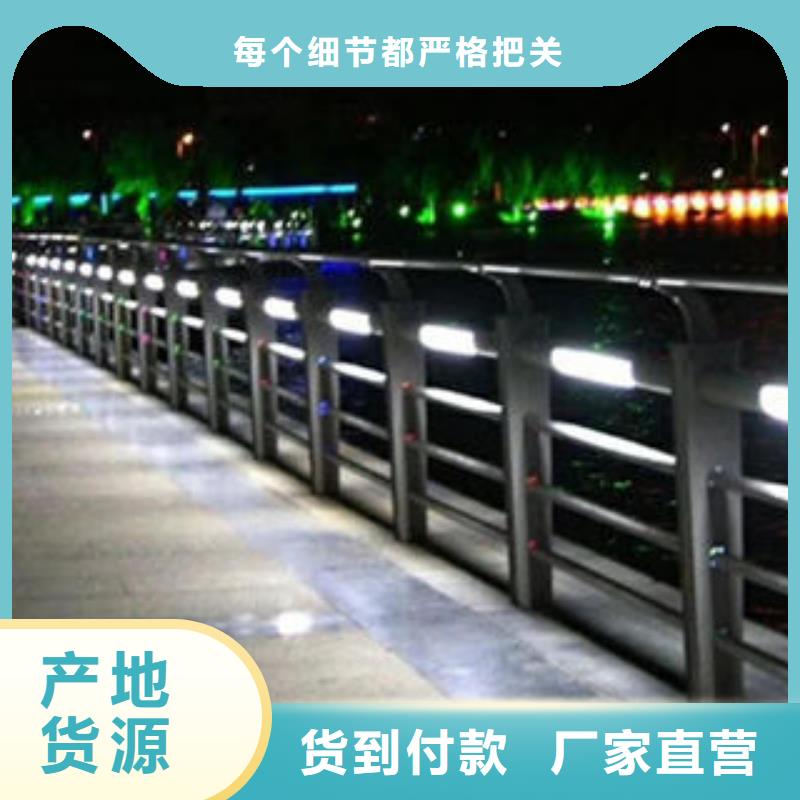
領先國內首創、科技含量高、具有專業水準的市政交通護欄,它具備分隔功能、阻攔功能、警示功能、導向功能、美觀功能。標識醒目、警示導向、可靠、抗腐耐蝕、安裝維修方便的高品質公路護欄不僅可以在“暢通工程”、“平安大道”等城市交通建設中起到維護交通秩序、保障交通;而且可以為亮麗市容市貌起到畫龍點睛的作用,使城市形象增加一道亮麗的都市風景線,城市文明程度,從而提高城市品味及綜合競爭力。
鐵藝欄桿制作:工藝流程 施工準備—放樣—下料—焊接安裝一打磨—焊縫檢查—酸洗除銹—整體熱浸鍍鋅(室外欄桿)、整體冷鍍鋅(室內欄桿)—補膩子并打磨—靜電粉末噴涂—檢驗合格出廠—運輸到現場—安裝一實施成品保護措施;施工準備包括:圖紙、材料和施工工具的準備;施工前應先進行現場放樣,并計算出各種桿件的長度。按照各種桿件的長度準確進行下料,其構件下料長度允許偏差為1 mm 。
焊接安裝 :焊接時應根據焊接材料選擇合適的焊接工藝,焊條直徑,焊接電流,焊接速度等,通過焊接工藝試驗驗證。焊前檢查坡口、組裝間隙是否符合要求,定位焊是否牢固,焊縫周圍不得有油污。否則應選擇三氯代乙烯、苯、汽油、中性洗滌劑或其它化學用不銹鋼絲細毛刷進行刷洗,必要時可用角磨機進行打磨,磨出金屬表面后再進行焊接。焊接時構件之間的焊點應牢固,焊縫應飽滿,焊縫金屬表面的焊波應均勻,不得有裂紋、夾渣、焊瘤、燒穿、弧坑和針狀氣孔等缺陷,焊接區不得有飛濺物。
焊渣,用鋼絲輪鋼材表面銹蝕;桿件焊接組裝完成后,對于無明顯凹痕或凸出較大焊珠的焊縫,可直接進行拋光。對于有凹凸渣滓或較大焊珠的焊縫則應用角磨機進行打磨,磨平后再進行拋光。拋光后必須使外觀光潔、平順、無明顯的焊接痕跡。對材料接口縫隙和材料表面缺陷但不影響機械強度,無法用焊接工藝處理的采用環城樹脂膩子彌補。金屬表面油漆及防銹要求:生鐵表面整體冷鍍鋅處理;表面噴2 遍底漆處理,2遍面漆。噴涂厚度均勻,無淋掛、起皺或起色,色澤均勻,與樣板核對一致。成品表面干凈,無砂漿、油污污染。制作工藝技術要求:所有構件下料應保證準確,構件長度允許偏差為1mm。
鐵藝欄桿制作:工藝流程 施工準備—放樣—下料—焊接安裝一打磨—焊縫檢查—酸洗除銹—整體熱浸鍍鋅(室外欄桿)、整體冷鍍鋅(室內欄桿)—補膩子并打磨—靜電粉末噴涂—檢驗合格出廠—運輸到現場—安裝一實施成品保護措施;施工準備包括:圖紙、材料和施工工具的準備;施工前應先進行現場放樣,并計算出各種桿件的長度。按照各種桿件的長度準確進行下料,其構件下料長度允許偏差為1 mm 。
焊接安裝 :焊接時應根據焊接材料選擇合適的焊接工藝,焊條直徑,焊接電流,焊接速度等,通過焊接工藝試驗驗證。焊前檢查坡口、組裝間隙是否符合要求,定位焊是否牢固,焊縫周圍不得有油污。否則應選擇三氯代乙烯、苯、汽油、中性洗滌劑或其它化學用不銹鋼絲細毛刷進行刷洗,必要時可用角磨機進行打磨,磨出金屬表面后再進行焊接。焊接時構件之間的焊點應牢固,焊縫應飽滿,焊縫金屬表面的焊波應均勻,不得有裂紋、夾渣、焊瘤、燒穿、弧坑和針狀氣孔等缺陷,焊接區不得有飛濺物。
焊渣,用鋼絲輪鋼材表面銹蝕;桿件焊接組裝完成后,對于無明顯凹痕或凸出較大焊珠的焊縫,可直接進行拋光。對于有凹凸渣滓或較大焊珠的焊縫則應用角磨機進行打磨,磨平后再進行拋光。拋光后必須使外觀光潔、平順、無明顯的焊接痕跡。對材料接口縫隙和材料表面缺陷但不影響機械強度,無法用焊接工藝處理的采用環城樹脂膩子彌補。金屬表面油漆及防銹要求:生鐵表面整體冷鍍鋅處理;表面噴2 遍底漆處理,2遍面漆。噴涂厚度均勻,無淋掛、起皺或起色,色澤均勻,與樣板核對一致。成品表面干凈,無砂漿、油污污染。制作工藝技術要求:所有構件下料應保證準確,構件長度允許偏差為1mm。

聯系人:賈殿濤,電話:13863577835,鑫海達不銹鋼復合管生產制造廠家有限公司在山東省棗莊市本地專業從事【201不銹鋼復合管-不銹鋼復合管護欄廠家源頭實體廠商】,山東省棗莊市各個縣市以及周邊城市均可提供送貨上門服務!