


 小口徑20#精密管是用管坯多次改拔而成,加工工藝復(fù)雜,出貨較慢,精度高,成本高,所以賣價就高了。小口徑20#精密管生產(chǎn)流程:管坯通過自動軋管機(jī)上繼續(xù)軋制后經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求…。
通常在二輥式軋機(jī)上進(jìn)行,小口徑20#精密管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制,冷拔通常在單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi)穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出,此法可生產(chǎn)直徑較小的小口徑精密管。冷拔光亮20cr精密管是一種通過冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。由于精密管內(nèi)外壁無氧化層,承受高壓無泄漏,高精度,高光潔度。
大金鋼管制造有限公司
威海20Cr精密鋼管口碑評價
小口徑20#精密管是用管坯多次改拔而成,加工工藝復(fù)雜,出貨較慢,精度高,成本高,所以賣價就高了。小口徑20#精密管生產(chǎn)流程:管坯通過自動軋管機(jī)上繼續(xù)軋制后經(jīng)均整機(jī)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求…。
通常在二輥式軋機(jī)上進(jìn)行,小口徑20#精密管在變斷面圓孔槽和不動的錐形頂頭所組成的環(huán)形孔型中軋制,冷拔通常在單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi)穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出,此法可生產(chǎn)直徑較小的小口徑精密管。冷拔光亮20cr精密管是一種通過冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。由于精密管內(nèi)外壁無氧化層,承受高壓無泄漏,高精度,高光潔度。
大金鋼管制造有限公司
威海20Cr精密鋼管口碑評價

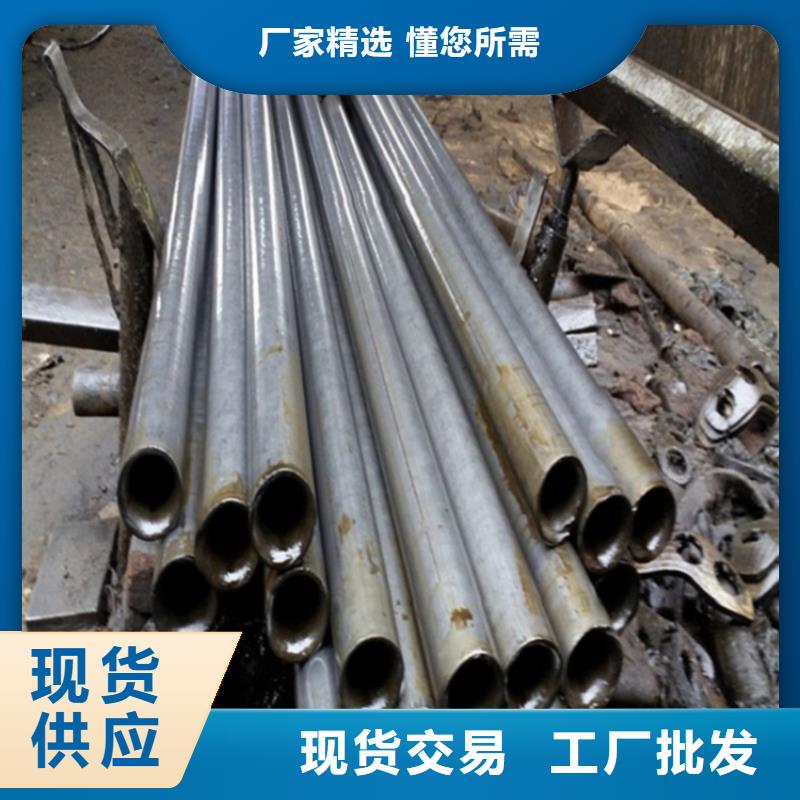
 精密鋼管安裝整個過程
根據(jù)施工圖進(jìn)行管道定位,根據(jù)現(xiàn)場情況預(yù)制件構(gòu)件水管支架,接著根據(jù)方案設(shè)計和現(xiàn)場開進(jìn)行料,接著用磨光機(jī)磨焊接,再進(jìn)行電焊焊接。焊接時將熱軋帶鋼送進(jìn)焊管機(jī)組,經(jīng)多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環(huán)狀管坯,調(diào)整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側(cè)齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱值不足,電焊焊接晶間歇性合較差而導(dǎo)致未電焊焊接或開裂。如間隙過小則造成鄰近效應(yīng)擴(kuò)張,電焊焊接熱值過大,造成電焊焊接熱裂;或者電焊焊接經(jīng)擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質(zhì)。精密管2
精密鋼管安裝整個過程
根據(jù)施工圖進(jìn)行管道定位,根據(jù)現(xiàn)場情況預(yù)制件構(gòu)件水管支架,接著根據(jù)方案設(shè)計和現(xiàn)場開進(jìn)行料,接著用磨光機(jī)磨焊接,再進(jìn)行電焊焊接。焊接時將熱軋帶鋼送進(jìn)焊管機(jī)組,經(jīng)多道熱軋帶鋼擠壓加工,熱軋帶鋼漸漸地卷起,造成有張嘴間隙的環(huán)狀管坯,調(diào)整擠壓加工輥的壓下量,使電焊焊接間隙控制在1~3mm,并使焊接兩側(cè)齊平。如間隙過大,則造成鄰近效應(yīng)減少,渦流熱值不足,電焊焊接晶間歇性合較差而導(dǎo)致未電焊焊接或開裂。如間隙過小則造成鄰近效應(yīng)擴(kuò)張,電焊焊接熱值過大,造成電焊焊接熱裂;或者電焊焊接經(jīng)擠壓加工、擠壓成型后造成深坑,危害電焊焊接表面品質(zhì)。精密管2

您的位置>首頁 >威海本地行業(yè)頻道 >