
想要更直觀地了解【PE燃氣管】HDPE七孔梅花管快速生產產品的特點和功能嗎?我們?yōu)槟鷾蕚淞艘曨l介紹,相較于圖文,視頻更能讓您輕松掌握產品的核心賣點。
以下是:【PE燃氣管】HDPE七孔梅花管快速生產的圖文介紹
潤星電力管材有限公司是一家專業(yè)(福建三明) 本地 福建三明PVC-C電力管的生產制造、銷售、物流,國際貿易為一體的綜合企業(yè)。公司可定做各種(福建三明) 本地 福建三明PVC-C電力管。常備庫存充足,公司目前擁有二十余條國內先進(福建三明) 本地 福建三明PVC-C電力管生產線,生產工藝先進,技術力量雄厚,檢測手段齊全,產品質量優(yōu)良,在行業(yè)中享有良好的聲譽和知名度。


聚乙烯的撓性使PE燃氣管可以進行盤卷。用于不開槽施工,PE燃氣管道的走向容易依照施工方法的要求進行改變。非裸露的螺旋式電熱絲保證了焊接區(qū)均勻的熱傳 導,并有效杜絕了管材插入時發(fā)生短路的現(xiàn)象,同時又避免了裸露式電熱絲易出現(xiàn)老化腐蝕的缺陷,且管件內壁光滑平整,便于安裝。PE燃氣管良好的快速裂紋傳遞抵抗能力。管道的快速開裂是指在管道偶然發(fā)生裂 開時,裂紋以幾百米/秒的速度增長,瞬間造成幾十米甚至上千米管道破裂的大事故。實際使用中尚未發(fā)現(xiàn)聚乙烯燃氣管的快速裂開。使用壽命長,可達50年以上。
上世紀70年代開始被關注并開發(fā)利用,到80年代后沉寂,地熱資源利用的道路并不平坦。在優(yōu)化能源結構,治理大氣污染的背景下,地熱開發(fā)再次被人們所重視。 能源局也提出,到2015年全國地熱能供暖面積力爭達到5億平方米,地熱發(fā)電裝機容量達到10萬千瓦,地熱能年利用量折合標煤2000萬噸。地熱資源開發(fā)利用的新一輪高潮即將到來。地源熱泵技術由于利用的是淺層地熱,近幾年發(fā)展很快。截至2013年底,我國地源熱泵利用面積已經超過了3億平方米,位居世界第二。
據(jù)地熱專家鄭克棪介紹,地源熱泵主要通過25攝氏度以下的淺層地熱用來供暖或制冷。通過壓縮機,一千瓦時電可產生3.5倍的熱能,效率十分明顯。根據(jù)現(xiàn)有探明的地熱資源分布,地源熱泵技術可以在我國很多地區(qū)進行推廣應用,甚至可以解決南方冬季的供暖問題。“越往地球中心,溫度越高,地球表面的熱量如果被取走,地心的熱量就會逐漸補充過來,因此通過地熱供暖的溫度是穩(wěn)定的。”鄭克棪解釋說。河北雄縣在地熱供暖方面走在了全國前列。目前,雄縣地熱集中供暖面積200萬平方米以上,占城區(qū)集中供暖的85%,覆蓋縣城80%以上的居民小區(qū);每年可減少二氧化碳排放量12萬噸,成功創(chuàng)建了“政府主導、企業(yè)參與、統(tǒng)一規(guī)劃、采灌結合、惠及百姓”的“雄縣模式”。
河北省發(fā)改委相關負責人也表示,地熱能源是一種清潔的新型可再生能源,積極開發(fā)利用地熱能對緩解河北省傳統(tǒng)石化能源消耗壓力、治理京津冀大氣霧霾有著重要意義。據(jù) 能源局在雄縣召開的地熱開發(fā)利用會透露,到“十三五”末,地熱有望形成新的產業(yè)增長點,中國將打造數(shù)十個“無煙城”。 能源局局長吳新雄表示,未來將通過開展地熱能資源勘察評價、做好開發(fā)利用規(guī)劃、加快推廣利用,創(chuàng)建以地熱供暖為主的“無煙城”和地熱開發(fā)利用示范基地、建立健全地熱能開發(fā)產業(yè)體系等方面加快地熱能發(fā)展。
上世紀70年代開始被關注并開發(fā)利用,到80年代后沉寂,地熱資源利用的道路并不平坦。在優(yōu)化能源結構,治理大氣污染的背景下,地熱開發(fā)再次被人們所重視。 能源局也提出,到2015年全國地熱能供暖面積力爭達到5億平方米,地熱發(fā)電裝機容量達到10萬千瓦,地熱能年利用量折合標煤2000萬噸。地熱資源開發(fā)利用的新一輪高潮即將到來。地源熱泵技術由于利用的是淺層地熱,近幾年發(fā)展很快。截至2013年底,我國地源熱泵利用面積已經超過了3億平方米,位居世界第二。
據(jù)地熱專家鄭克棪介紹,地源熱泵主要通過25攝氏度以下的淺層地熱用來供暖或制冷。通過壓縮機,一千瓦時電可產生3.5倍的熱能,效率十分明顯。根據(jù)現(xiàn)有探明的地熱資源分布,地源熱泵技術可以在我國很多地區(qū)進行推廣應用,甚至可以解決南方冬季的供暖問題。“越往地球中心,溫度越高,地球表面的熱量如果被取走,地心的熱量就會逐漸補充過來,因此通過地熱供暖的溫度是穩(wěn)定的。”鄭克棪解釋說。河北雄縣在地熱供暖方面走在了全國前列。目前,雄縣地熱集中供暖面積200萬平方米以上,占城區(qū)集中供暖的85%,覆蓋縣城80%以上的居民小區(qū);每年可減少二氧化碳排放量12萬噸,成功創(chuàng)建了“政府主導、企業(yè)參與、統(tǒng)一規(guī)劃、采灌結合、惠及百姓”的“雄縣模式”。
河北省發(fā)改委相關負責人也表示,地熱能源是一種清潔的新型可再生能源,積極開發(fā)利用地熱能對緩解河北省傳統(tǒng)石化能源消耗壓力、治理京津冀大氣霧霾有著重要意義。據(jù) 能源局在雄縣召開的地熱開發(fā)利用會透露,到“十三五”末,地熱有望形成新的產業(yè)增長點,中國將打造數(shù)十個“無煙城”。 能源局局長吳新雄表示,未來將通過開展地熱能資源勘察評價、做好開發(fā)利用規(guī)劃、加快推廣利用,創(chuàng)建以地熱供暖為主的“無煙城”和地熱開發(fā)利用示范基地、建立健全地熱能開發(fā)產業(yè)體系等方面加快地熱能發(fā)展。



PE燃氣管具有加工穩(wěn)固性:PEX存在控制交聯(lián)度和交聯(lián)勻稱度等題目,加工龐大且加工直接影響管材性能。而PE燃氣管加工輕便,管材性能根本上由質料來決定,性能比力穩(wěn)固。PE燃氣管是由乙烯單體和1-辛烯單體共聚而成的,是專門為采暖體系而計劃的中密度乙烯-辛烯共聚物,其具有分子量漫衍局促,辛烯勻稱漫衍在聚合物主鏈上的特別分子布局,它既保存PE原有的衛(wèi)素性能及加工性能等長處,又強化了高溫歷久性的一種新型管材專用料。用該質料生產的管材重要應用于修建內的熱水/采暖管范疇,其歷久性能與修建物的壽命雷同, 可達50年,同時也具有精良的接納性,附加值極高。
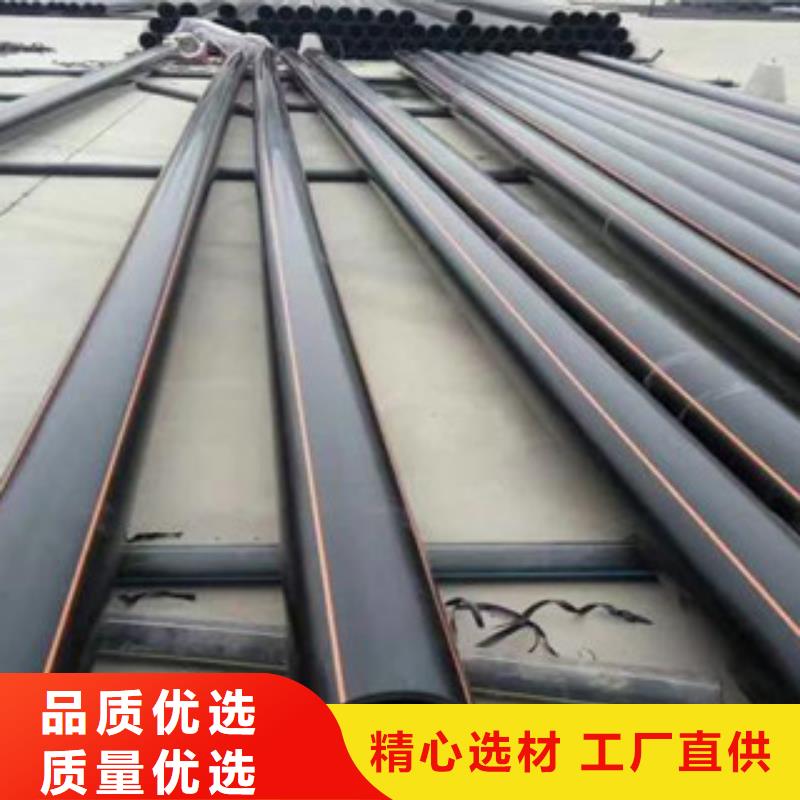
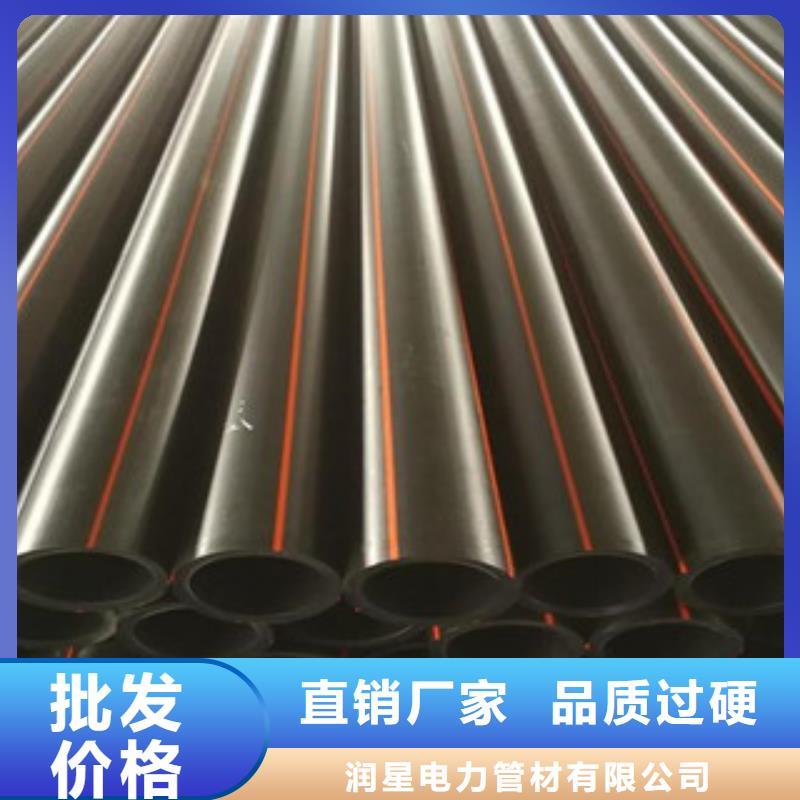
PE給水管、PE燃氣管、PE輸油管都屬于PE管的一種,由高密度聚乙烯材料為主加工而成,連接方法也都是熱熔連接,他們不僅用途不同,區(qū)別也是非常大。下面小編就來說說他們的區(qū)別在哪里。這三種PE管雖然都是黑色為主,但是管材外壁的線條顏色卻不一樣。PE給水管為藍色線條、PE燃氣管為黃色線條、PE輸油管為綠色線條。PE給水管和PE燃氣管線條條數(shù)為四條,而輸油管則分為單層管和套管,單層管帶有兩簇每簇4根綠色條帶的條帶簇;套管帶有6根綠色條帶。PE給水管和PE燃氣管為單層管,而PE輸油管則是有五層和三層之分,有三種不同的結構,分別是:A、加油站雙層輸油管內層是EVOH阻氧層,外層是PE或PEX層,兩層間是熱熔膠層的EVOH管;
B、內層是PE或PEX層,外層是EVOH阻氧層,兩層間是熱熔膠層的EVOH管;C、加油站雙層輸油管內層是PE或PEX層,中間層EVOH阻氧層,外層再覆蓋一層PE或PEX層,內外兩層間各有一層熱熔膠層的EVOH管。PE給水管口徑多,分別是32mm、40mm、50mm、63mm、75mm、90mm、110mm、125mm、140mm、160mm、180mm、200mm、225mm、280mm、315mm、355mm、400mm、500mm、560mm、630mm、710mm、800mm、900mm、1000mm、1200mm。PE燃氣管的口徑分別是20mm、25mm、32mm、40mm、50mm、63mm、75mm、90mm、110mm、125mm、140mm、160mm、180mm、200mm、225mm、315mm、355mm、400mm、500mm、560mm、630mm。
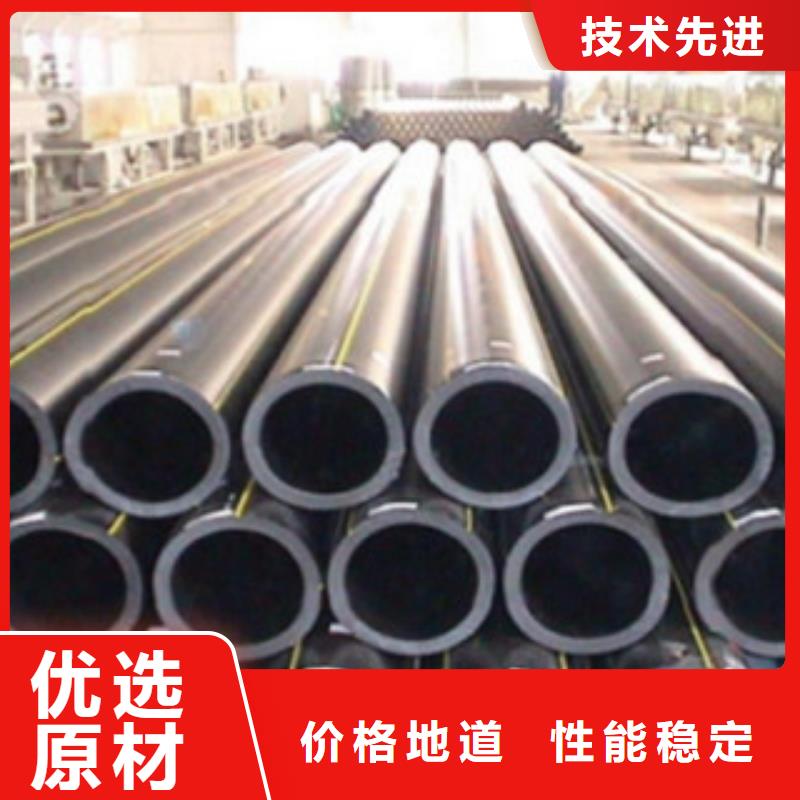
PE燃氣管的生產原料是燃氣管專用料,相關標準明文規(guī)定禁止使用PE給水料生產燃氣管。PE燃氣管原料大體可分為三類:國產料、進口料、北歐化工料,其中以北歐化工料 ,價格也比較貴一些。在一些大型公建類項目或者對管道要求比較高的工程中,一般采用的PE燃氣管原料為北歐化工3490LS;農村“村村通燃氣”項目中一般使用的原料為沙比克P6006或者上海041T,原因是后者的使用壓力一般都比較低,沙比克P6006和上海041T生產的PE燃氣管完全能夠滿足使用要求。我公司可生產以上三種原料的PE燃氣管,我們也可根據(jù)您的需求定制生產或來料加工,歡迎咨詢!
吹掃口應設在開闊地段,并采取加固措施;排氣口應進行接地處理。吹掃時應設區(qū)域,吹掃出口處嚴禁站人。吹掃氣體壓力不應大于0.3MPa。吹掃氣體流速宜不小于20m/s,且不宜大于40m/s。每次吹掃管道的長度,應根據(jù)吹掃介質、壓力、氣量來確定,不宜超過500m。(調壓器、凝水缸、閥門等設備不應參與吹掃,待吹掃合格后再安裝。當目測排氣無煙塵時,應在排氣口設置白布或涂白漆木靶板檢驗,5min內靶上無塵土、塑料碎屑等其它雜物為合格。吹掃應反復進行數(shù)次,確認吹凈為止,同時做好記錄。吹掃合格、設備復位后,不得再進行影響管內清潔的其它作業(yè)。
PE給水管、PE燃氣管、PE輸油管都屬于PE管的一種,由高密度聚乙烯材料為主加工而成,連接方法也都是熱熔連接,他們不僅用途不同,區(qū)別也是非常大。下面小編就來說說他們的區(qū)別在哪里。這三種PE管雖然都是黑色為主,但是管材外壁的線條顏色卻不一樣。PE給水管為藍色線條、PE燃氣管為黃色線條、PE輸油管為綠色線條。PE給水管和PE燃氣管線條條數(shù)為四條,而輸油管則分為單層管和套管,單層管帶有兩簇每簇4根綠色條帶的條帶簇;套管帶有6根綠色條帶。PE給水管和PE燃氣管為單層管,而PE輸油管則是有五層和三層之分,有三種不同的結構,分別是:A、加油站雙層輸油管內層是EVOH阻氧層,外層是PE或PEX層,兩層間是熱熔膠層的EVOH管;
B、內層是PE或PEX層,外層是EVOH阻氧層,兩層間是熱熔膠層的EVOH管;C、加油站雙層輸油管內層是PE或PEX層,中間層EVOH阻氧層,外層再覆蓋一層PE或PEX層,內外兩層間各有一層熱熔膠層的EVOH管。PE給水管口徑多,分別是32mm、40mm、50mm、63mm、75mm、90mm、110mm、125mm、140mm、160mm、180mm、200mm、225mm、280mm、315mm、355mm、400mm、500mm、560mm、630mm、710mm、800mm、900mm、1000mm、1200mm。PE燃氣管的口徑分別是20mm、25mm、32mm、40mm、50mm、63mm、75mm、90mm、110mm、125mm、140mm、160mm、180mm、200mm、225mm、315mm、355mm、400mm、500mm、560mm、630mm。
PE燃氣管的生產原料是燃氣管專用料,相關標準明文規(guī)定禁止使用PE給水料生產燃氣管。PE燃氣管原料大體可分為三類:國產料、進口料、北歐化工料,其中以北歐化工料 ,價格也比較貴一些。在一些大型公建類項目或者對管道要求比較高的工程中,一般采用的PE燃氣管原料為北歐化工3490LS;農村“村村通燃氣”項目中一般使用的原料為沙比克P6006或者上海041T,原因是后者的使用壓力一般都比較低,沙比克P6006和上海041T生產的PE燃氣管完全能夠滿足使用要求。我公司可生產以上三種原料的PE燃氣管,我們也可根據(jù)您的需求定制生產或來料加工,歡迎咨詢!
吹掃口應設在開闊地段,并采取加固措施;排氣口應進行接地處理。吹掃時應設區(qū)域,吹掃出口處嚴禁站人。吹掃氣體壓力不應大于0.3MPa。吹掃氣體流速宜不小于20m/s,且不宜大于40m/s。每次吹掃管道的長度,應根據(jù)吹掃介質、壓力、氣量來確定,不宜超過500m。(調壓器、凝水缸、閥門等設備不應參與吹掃,待吹掃合格后再安裝。當目測排氣無煙塵時,應在排氣口設置白布或涂白漆木靶板檢驗,5min內靶上無塵土、塑料碎屑等其它雜物為合格。吹掃應反復進行數(shù)次,確認吹凈為止,同時做好記錄。吹掃合格、設備復位后,不得再進行影響管內清潔的其它作業(yè)。


然后采用熱熔連接或機械連接的方式連接這些管段。D、管道安裝時,如遇管溝內積水應抽凈,每次收工時,敞口管端應臨時封堵。E、對于穿越鐵路、公路、河流、城市主要道路的管道,應減少接口,且組對前宜對管材進行強度和氣密性試驗。F、聚乙烯燃氣管道拖動和下管時,不能使用金屬材料直接捆扎和吊運。公稱直徑小于20mm的管道可以手工拖入管溝內;對所有的大管道、管件、閥門、消防栓及配件,應該采用適當?shù)墓ぞ咦屑殞⑺鼈兎诺焦軠蟽龋粚τ陂L距離的管道的吊裝,采用尼龍繩索。G、聚乙烯燃氣管道下溝時,應防止劃傷、扭曲和過大的拉伸與彎曲, 拖動力不得大于由下式計算式中:F── 拖動力(N);SDR──標準尺寸比;D──管材外徑(mm)。
H、聚乙烯燃氣管道利用柔性自然彎曲改變走向時,其彎曲半徑不應小于25倍的管材外徑。I、聚乙烯燃氣管道敷設時,應在管頂同時隨管道走向敷設示蹤線。J、聚乙烯燃氣管道敷設完畢后,應對外壁進行外觀檢查,無影響產品質量的劃痕、磕碰等,方可對管溝進行回填,并作好紀錄。K、在管道插入聚乙烯管敷設時應符合下列要求。a)、聚乙烯燃氣管道插入敷設時,插入起始端工作坑的長度應滿足施工要求。b)、聚乙烯燃氣管道插入施工前,舊管道各節(jié)點的三通、彎頭等應予以開挖并切除,開挖及切除長度應滿足施工連接需要。c)、舊管道可使用清管設備管道內壁沉積物、尖銳凸緣和其他雜物;并使用和插入的聚乙烯管道同種規(guī)格的管道進行穿越測試。測試管段長度不應小于4m。
達到穿越通暢,管道表面劃傷不超過壁厚的10%為合格;否則,應繼續(xù)清理,直到達到上述要求為止。d)、插入施工時,應在舊管端加一個硬度大于插入管的漏斗形導滑口。e)、插入后管道各節(jié)點三通、彎頭等應使用電熔承插連接,連接應在各管段穿插完成至少靜置24h后進行。f)、插入各管段端口處與原管道環(huán)型空間應用密封材料予以密封。g)、應按《施工規(guī)范》的要求回填工作坑,管道底部和兩側的密實度必須達到要求。(5)終的管道連接與裝配管溝內管道的熱熔連接同地面上管道的熱熔連接方式相同,但必須保證所連接的管道在連接前必須冷卻到土壤的環(huán)境溫度。HDPE管道與金屬管道、水箱或水泵相連時,一般采用法蘭連接。對于HDPE管材之間。
H、聚乙烯燃氣管道利用柔性自然彎曲改變走向時,其彎曲半徑不應小于25倍的管材外徑。I、聚乙烯燃氣管道敷設時,應在管頂同時隨管道走向敷設示蹤線。J、聚乙烯燃氣管道敷設完畢后,應對外壁進行外觀檢查,無影響產品質量的劃痕、磕碰等,方可對管溝進行回填,并作好紀錄。K、在管道插入聚乙烯管敷設時應符合下列要求。a)、聚乙烯燃氣管道插入敷設時,插入起始端工作坑的長度應滿足施工要求。b)、聚乙烯燃氣管道插入施工前,舊管道各節(jié)點的三通、彎頭等應予以開挖并切除,開挖及切除長度應滿足施工連接需要。c)、舊管道可使用清管設備管道內壁沉積物、尖銳凸緣和其他雜物;并使用和插入的聚乙烯管道同種規(guī)格的管道進行穿越測試。測試管段長度不應小于4m。
達到穿越通暢,管道表面劃傷不超過壁厚的10%為合格;否則,應繼續(xù)清理,直到達到上述要求為止。d)、插入施工時,應在舊管端加一個硬度大于插入管的漏斗形導滑口。e)、插入后管道各節(jié)點三通、彎頭等應使用電熔承插連接,連接應在各管段穿插完成至少靜置24h后進行。f)、插入各管段端口處與原管道環(huán)型空間應用密封材料予以密封。g)、應按《施工規(guī)范》的要求回填工作坑,管道底部和兩側的密實度必須達到要求。(5)終的管道連接與裝配管溝內管道的熱熔連接同地面上管道的熱熔連接方式相同,但必須保證所連接的管道在連接前必須冷卻到土壤的環(huán)境溫度。HDPE管道與金屬管道、水箱或水泵相連時,一般采用法蘭連接。對于HDPE管材之間。



中壓鋼質燃氣管道在安裝焊接過中必須經無損探傷等一筆可貴的費用,檢測程序也比較復雜;而PE燃氣管檢測程序、檢測方法和手段簡單有效,檢測費很小。PE燃氣管材料和安裝費用較鋼管具備明顯優(yōu)勢,PE燃氣管的綜合經濟性能是遠遠優(yōu)于鋼管的。PE燃氣管材、管件的質量問題一般是由于在運輸、施工的過程中的不規(guī)范操作而引起的,質量問題產生的原因。PE燃氣管直管段焊接及非開挖回拖過程中未使用滾輪支架,開挖下溝后的PE燃氣管道未按規(guī)定及時回填,長時間被建筑垃圾、雨水等覆蓋浸泡,PE燃氣管材、管件本身質量未達到要求或使用過期的管材、管件。PE燃氣管熱熔焊接接口質量問題。PE燃氣管熱熔焊接焊口中較多出現(xiàn)的有卷邊不對稱、錯邊量過大、焊縫表面有氣泡凹陷和麻點等質量問題。
為節(jié)約設備成本,使用半自動焊機且未按規(guī)定焊接參數(shù)施焊,如PE燃氣管焊機拖動壓力過大、冷卻時間過短。由于不同生產廠家的PE燃氣管材性能(如熱穩(wěn)定性)不同,熱熔焊機的參數(shù)設置未與管材特性一致。使用不相匹配的PE燃氣管材進行焊接,如PE80與PE100的材料對接焊。PE燃氣管施工人員為趕工期,在潮濕等惡劣天氣條件下施工。PE燃氣管焊接時未使用規(guī)定的熱熔夾具及滾輪支架,對口質量不符合要求。PE燃氣管焊機操作人員未經專業(yè)培訓無證上崗。PE燃氣管電熔連接焊口質量問題。PE燃氣管電熔連接質量問題主要是“假焊”。PE燃氣管電熔套筒管件連接兩端PE燃氣管時未使用專用固定夾具使兩PE燃氣管接口保持“同心”,強行拼裝造成接口間隙不均勻。
接口熔接面積減少。PE燃氣管電熔套筒管件與PE燃氣管材不屬同一生產廠家,管材與器件存在兼容問題。未實施刮除氧化層作業(yè)或刮除不均勻,致使PE燃氣管端口部分產生不圓度,致使接口配合間隙不均勻,產生虛焊。在PE燃氣管融合過程和冷卻時間內移動連接件。為趕時間,PE燃氣管冷卻過程未在自然狀態(tài)下進行,淋水或強制風冷。PE燃氣管材插入電熔管件長度不足,可能造成脫焊。PE燃氣管道回填未按規(guī)定敷設警示帶,溝槽深度未達標。未按規(guī)定使用黃沙、細土回填PE燃氣管道,覆有石塊或尖銳物的受壓管道極易在接口處產生漏氣,嚴重威脅今后管線的運行。PE燃氣管道施工間斷后未對管道口進行封堵或者在施工回填過程中帶水覆土,這可能造成管道內遺留大量雜質和雨水。
影響管線日后暢通運行。為切實有效提高燃氣PE燃氣管道施工質量,本人認真學習了PE燃氣管道施工專業(yè)理論知識,同時結合近些年在燃氣施工企業(yè)的實際工作經驗,提出了幾點方法措施。貫徹執(zhí)行PE燃氣管施工質量“三檢”制度。嚴格執(zhí)行質量“三檢”是控制施工質量的有效方法之一,PE燃氣管施工作業(yè)人員在每道工序完成后需進行自檢、互檢,自檢、互檢通過后應由項目專職質量員進行專項質檢,檢查方式可采用目測和專用工具檢測,必要時也可采取如切割焊接區(qū)等破壞性質量檢驗手段,在開展“三檢”過程中應以專檢為主,自、互檢為輔。推行PE燃氣管工程精細化管理。的質量管理學家休哈特曾說過:“產品不是檢驗出來的,而是生產出來的”。確實,要從根本上PE燃氣管施工質量。
為節(jié)約設備成本,使用半自動焊機且未按規(guī)定焊接參數(shù)施焊,如PE燃氣管焊機拖動壓力過大、冷卻時間過短。由于不同生產廠家的PE燃氣管材性能(如熱穩(wěn)定性)不同,熱熔焊機的參數(shù)設置未與管材特性一致。使用不相匹配的PE燃氣管材進行焊接,如PE80與PE100的材料對接焊。PE燃氣管施工人員為趕工期,在潮濕等惡劣天氣條件下施工。PE燃氣管焊接時未使用規(guī)定的熱熔夾具及滾輪支架,對口質量不符合要求。PE燃氣管焊機操作人員未經專業(yè)培訓無證上崗。PE燃氣管電熔連接焊口質量問題。PE燃氣管電熔連接質量問題主要是“假焊”。PE燃氣管電熔套筒管件連接兩端PE燃氣管時未使用專用固定夾具使兩PE燃氣管接口保持“同心”,強行拼裝造成接口間隙不均勻。
接口熔接面積減少。PE燃氣管電熔套筒管件與PE燃氣管材不屬同一生產廠家,管材與器件存在兼容問題。未實施刮除氧化層作業(yè)或刮除不均勻,致使PE燃氣管端口部分產生不圓度,致使接口配合間隙不均勻,產生虛焊。在PE燃氣管融合過程和冷卻時間內移動連接件。為趕時間,PE燃氣管冷卻過程未在自然狀態(tài)下進行,淋水或強制風冷。PE燃氣管材插入電熔管件長度不足,可能造成脫焊。PE燃氣管道回填未按規(guī)定敷設警示帶,溝槽深度未達標。未按規(guī)定使用黃沙、細土回填PE燃氣管道,覆有石塊或尖銳物的受壓管道極易在接口處產生漏氣,嚴重威脅今后管線的運行。PE燃氣管道施工間斷后未對管道口進行封堵或者在施工回填過程中帶水覆土,這可能造成管道內遺留大量雜質和雨水。
影響管線日后暢通運行。為切實有效提高燃氣PE燃氣管道施工質量,本人認真學習了PE燃氣管道施工專業(yè)理論知識,同時結合近些年在燃氣施工企業(yè)的實際工作經驗,提出了幾點方法措施。貫徹執(zhí)行PE燃氣管施工質量“三檢”制度。嚴格執(zhí)行質量“三檢”是控制施工質量的有效方法之一,PE燃氣管施工作業(yè)人員在每道工序完成后需進行自檢、互檢,自檢、互檢通過后應由項目專職質量員進行專項質檢,檢查方式可采用目測和專用工具檢測,必要時也可采取如切割焊接區(qū)等破壞性質量檢驗手段,在開展“三檢”過程中應以專檢為主,自、互檢為輔。推行PE燃氣管工程精細化管理。的質量管理學家休哈特曾說過:“產品不是檢驗出來的,而是生產出來的”。確實,要從根本上PE燃氣管施工質量。
