


云海旭金屬材料有限公司
三明40新標準(59*86)套筒_服務優質
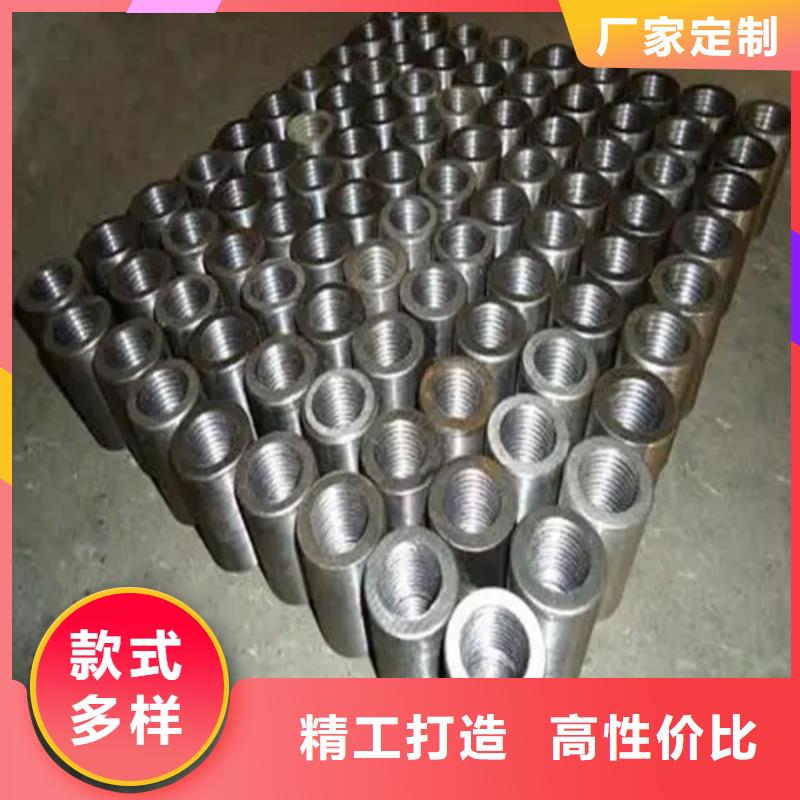
套筒_服務優質") 鋼筋套筒接頭加工的技術是需要十分慎重的進程需要的,我們可以經過比較其他加工技術而言,鋼筋接頭的技術進程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機或其他專用堵截設備,制止氣割。2、剝肋滾壓螺紋:運用鋼筋剝肋滾壓直螺紋機將待聯接鋼筋的端頭加工成螺紋。3、絲頭質量查驗:操作者對加工的絲頭進行的質量查驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或聯接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣查驗。6、存放待用:按規格型號及類型進行分類堆積。
鋼筋套筒接頭加工的技術是需要十分慎重的進程需要的,我們可以經過比較其他加工技術而言,鋼筋接頭的技術進程是十分慎重的。1、鋼筋端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣選用砂輪切割機或其他專用堵截設備,制止氣割。2、剝肋滾壓螺紋:運用鋼筋剝肋滾壓直螺紋機將待聯接鋼筋的端頭加工成螺紋。3、絲頭質量查驗:操作者對加工的絲頭進行的質量查驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或聯接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣查驗。6、存放待用:按規格型號及類型進行分類堆積。
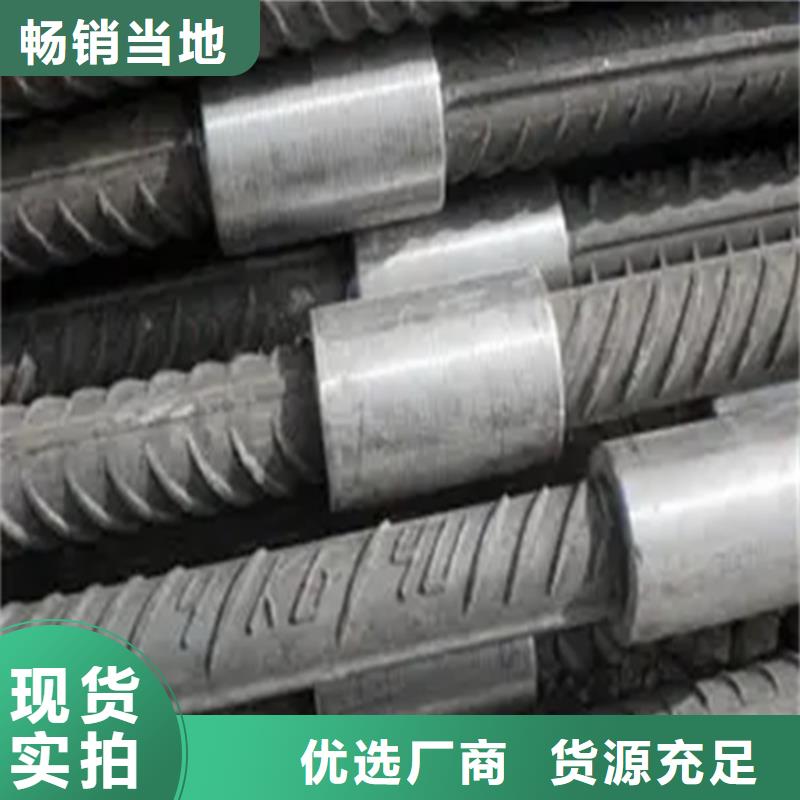
套筒_服務優質") 鋼筋套筒工程開工前施工技術人員要了解設計文件規定的鋼筋接頭性能等級應由該技術提供單位提交有效的型式檢驗報告.型式檢驗報告必須包括連接套長度、鋼筋連接套筒外徑、內徑、錐度、扭緊力矩值、牙形角平分線垂直于錐面等參數.(3)鋼筋連接工程開始前及施工過程中應對每批進場鋼筋進行工藝檢驗工藝檢驗合格后方可在工程上進行鋼筋機械連接操作.(4)要作好技術交底工作及時填寫接頭質量檢查記錄.(5)直螺紋的外觀檢驗隨機抽取同規格接頭數的10%應滿足鋼筋與鋼筋直螺紋連接套筒連接套的規格一致接頭外露絲扣不超過三扣其它要求與錐螺紋的外觀檢驗基本相同.鋼筋連接對接頭有特殊要求的結構應按設計文件注明的檢驗項目要求作相應的檢驗.
鋼筋套筒工程開工前施工技術人員要了解設計文件規定的鋼筋接頭性能等級應由該技術提供單位提交有效的型式檢驗報告.型式檢驗報告必須包括連接套長度、鋼筋連接套筒外徑、內徑、錐度、扭緊力矩值、牙形角平分線垂直于錐面等參數.(3)鋼筋連接工程開始前及施工過程中應對每批進場鋼筋進行工藝檢驗工藝檢驗合格后方可在工程上進行鋼筋機械連接操作.(4)要作好技術交底工作及時填寫接頭質量檢查記錄.(5)直螺紋的外觀檢驗隨機抽取同規格接頭數的10%應滿足鋼筋與鋼筋直螺紋連接套筒連接套的規格一致接頭外露絲扣不超過三扣其它要求與錐螺紋的外觀檢驗基本相同.鋼筋連接對接頭有特殊要求的結構應按設計文件注明的檢驗項目要求作相應的檢驗.
套筒_服務優質")
套筒_服務優質")
