更新時間:2025-02-12 17:22:10 瀏覽次數:6 公司名稱:天津 國耀宏業鋼鐵有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 409 |
| 運費說明 | 電議 |
| 材質 | Q355C、16Mn、高頻焊接H型鋼 |
| 規格 | 齊全 |
| 品牌 | 齊全 |
| 計量單位 | 噸 |
| 產品單價 | 3260 |
| 最小起訂量 | 一支 |
| 供貨總量 | 5000 |
| 發貨期限 | 一天 |
| 包裝要求 | 根據客戶要求 |
| 可定制 | 是 |


| 產品參數 | |
|---|---|
| 產品價格 | 409 |
| 運費說明 | 電議 |
| 材質 | Q355C、16Mn、高頻焊接H型鋼 |
| 規格 | 齊全 |
| 品牌 | 齊全 |
| 計量單位 | 噸 |
| 產品單價 | 3260 |
| 最小起訂量 | 一支 |
| 供貨總量 | 5000 |
| 發貨期限 | 一天 |
| 包裝要求 | 根據客戶要求 |
| 可定制 | 是 |









H型鋼組立合格后吊入龍門式自動埋弧焊接機上進行焊接。焊接前應焊縫區域存在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。
焊接方法采用門式埋弧焊進行自動焊接。如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,通過多次的翻身轉動,來焊接變形。進行埋弧焊焊接時,焊腳高度應滿足設計圖紙要求,焊接過程中應觀察焊絲的位置,及時,避免焊絲跑偏。
焊接H型鋼矯正焊接H型鋼焊接完成后應進行校正,校正分機械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機進行機械矯正,矯正后的鋼材表面不應有明顯的劃痕或損傷,劃痕深度不得大于0.5mm.彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800到900°C,且不得有過燒現象。
焊接過程中如發生斷弧,接頭部位焊縫應打磨出不小于1:4的過渡坡才能繼續施焊。焊接完成后,除去焊縫表面熔渣及兩側飛濺物,用氣割割除引弧板和引出板,將割口修磨平整,嚴禁用錘擊落。焊接H鋼梁可以通過把腹板下料成所需要的弧形來完成弧形大梁作,鋼管桁架可以通把冷彎或者熱彎下下弦管來完成弧形大梁作。
H型鋼彎曲機設備主要由主機、液壓站、電控柜三大部分組成。由電動油泵輸出的高壓油,經高壓油管送入工作油缸或馬達內、高壓油推勸工作油缸或馬達內柱塞,產生推力和扭矩,通過模具部件彎曲型材。底座可直接安裝,使得整個傳動系統緊湊。
二級減速為斜齒圓柱齒輪傳動,同時具備上述特點,分滿足生產要求。充冷彎型鋼在行走時主要受到輔助系統門式托架的滾動摩擦阻力和冷彎滾輪的摩擦阻力。通過分析,這兩種力都比較小,主要是受到冷彎滾輪通過型鋼傳遞過來的力。
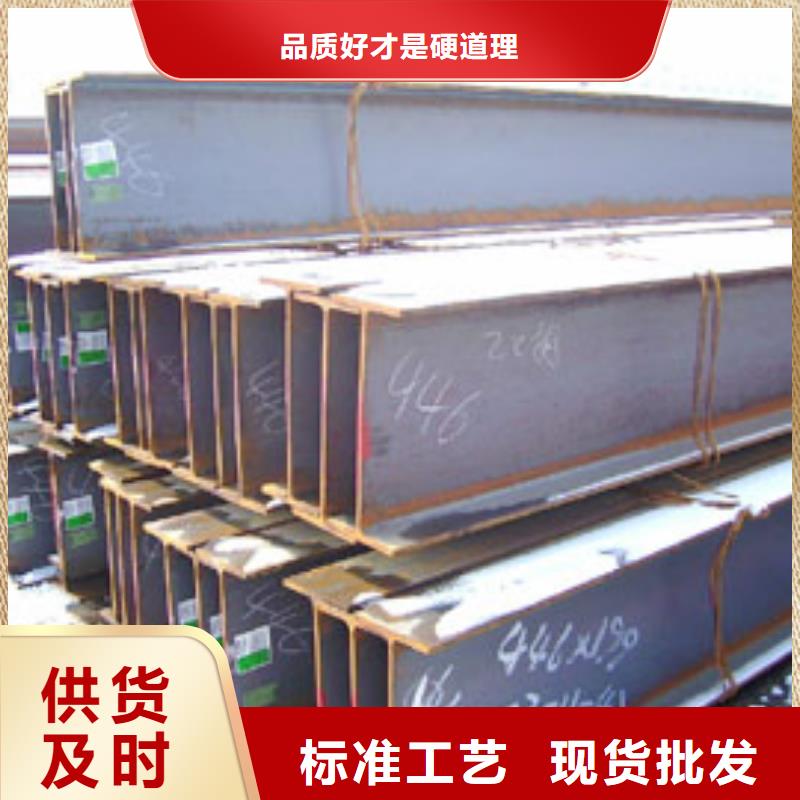
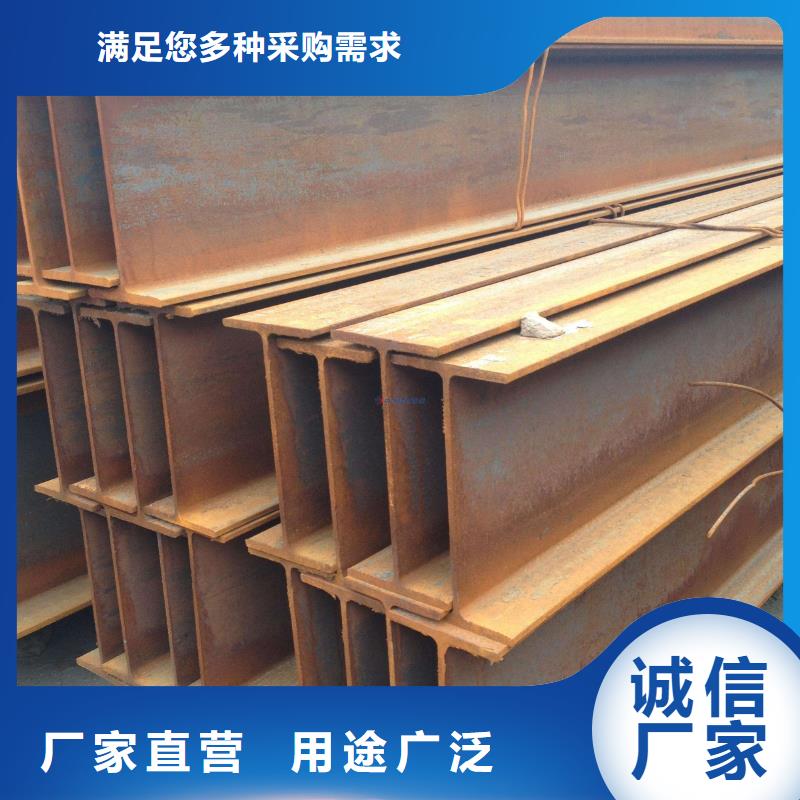
先介紹一下H型鋼:H型鋼是一種截面面積分配強重比更加合理的經濟斷面型材,又因其斷面與英文字母H相同而得名H型鋼。由于H型鋼的各個部位均以直角排布,因此H型鋼在各個方向上都具有抗彎能力強、施工簡單、節約成本和結構重量輕等優點,也因此被廣泛應用于各種領域的工程項目上。
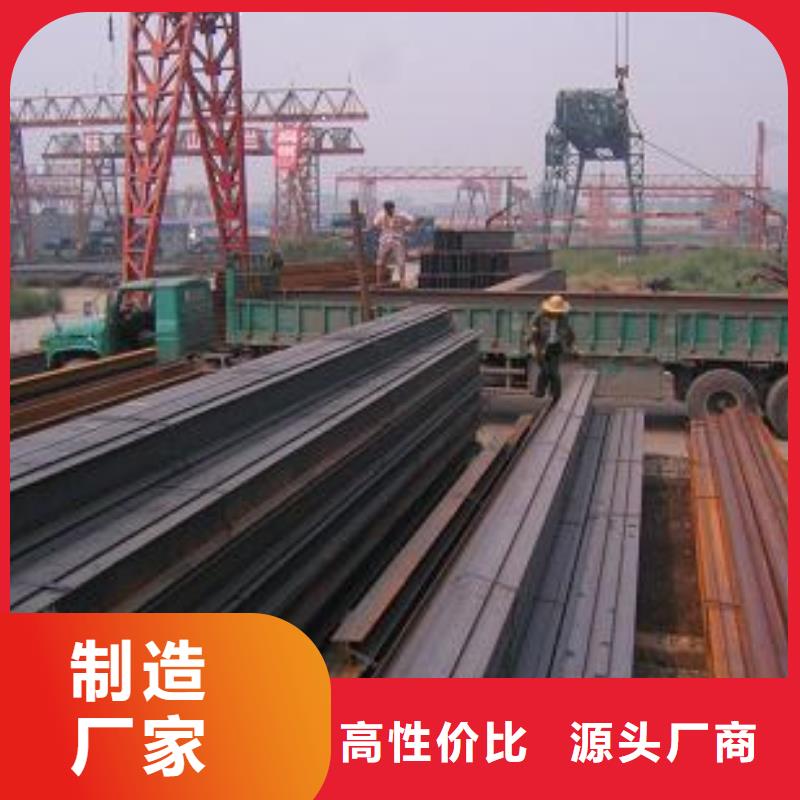
下料前應仔細核對鋼板的材質、規格、尺寸是否正確,核對無誤后方可進行切割,同時應對鋼板的不平度進行檢查,不平度超過施工規范規定的應先進行矯平。切割前將鋼板表面的鐵銹、油污等雜物干凈,以保證切割質量。切割后應將切割面上的氧化皮、硫渣干凈,然后轉人下道工序。
切割公差和質量應滿足施工規范規定要求。焊接H型鋼在組立前應標出翼板中心線與腹板定位線,同時檢查翼緣板、腹板編 、材質、尺寸、數量的正確性,合格后方可進行組立。在H型鋼自動組立機上進行組立時,先進行翼緣板與腹板的T型組立,并進行定位焊接。
H型鋼不妨說是一種常見的鋼材,其截面是工字樣式的長條.H型鋼的運用突出尋常,依據運用和結構的分歧,可分為泛泛H型鋼和輕型H型鋼,H型鋼三、種.常見的H型鋼的運用首要在各類建筑結構、橋梁、車輛、支架、機械等鴻溝.H型鋼結?。
河北津西h型鋼廠家:津西集團連續16年躋身企業500強,2018年居企業500強第169位,民營企業500強第42位,500強第181位,民營企業制造業500強第22位、河北省第1位,制造業企業500強第70位。“”期間,津西集團將認真落實 產業,大力推進產業結構轉型升級和產品結構,打造型鋼生產基地,并以“千億百強”為奮斗目標,為鋼鐵企業綠色發展、轉型升級做出更大的貢獻。


買金華鍍鋅鋼板直接找源頭工廠給您更好的產品

嚴格把控金華鍍鋅鋼板生產標準確保品質出廠的都是合格品

金華鍍鋅鋼板按需定制產能穩定滿足多種需求

金華鍍鋅鋼板成熟技術團隊和售后團隊交貨準時