

一分鐘的時間,對于了解我們的研磨管珩磨管加工廠專業的生產廠家產品來說足夠了。請觀看這部精心制作的產品視頻,讓產品的獨特之處和卓越性能一覽無余。
以下是:研磨管珩磨管加工廠專業的生產廠家的圖文介紹
珩磨管油缸管絎磨管厚壁珩磨管制造品質規定留意的要點研磨管
1、規格精密度和外觀設計厚壁珩磨管的幾何圖形規格主要包含無縫鋼管的直徑、壁厚、橢圓形度、長短、彎折度、管內孔切傾斜度、焊縫視角和鈍邊,異性朋友無縫鋼管的截面規格等。
2、工藝性能規范中要求了厚壁珩磨管的“表面光潔”的規定。3、淬火?淬火在全部的冷拔管制造中是十分關鍵的工藝流程,淬火品質的優劣既危害無縫鋼管的特性也危害氧化鐵皮的。普遍的缺點有:裂痕、發紋、內折、外折、軋破、內直道、外直道、離層、結痂、凹痕、凸包、麻坑(表面)、劃傷(擦破)、內螺旋式道、外螺旋式道、青線、矯凹、輥印等。在其中裂痕、內折、外折、軋破、離層、結痂、凹痕、凸包校線風險缺點;無縫鋼管的表面、青線、擦破、輕度的內外直道、輕度的內外螺旋式、矯凹、輥印為一般性缺點。
3、物理學特性包含常溫狀態的物理性能和一定溫度下的物理性能(熱強特性和超低溫特性)和耐腐蝕特性(如空氣氧化、抗水蝕、抗強酸強堿等特性)一般狀況下在于鋼的成分、機構特性和鋼的純度及其鋼的熱處理方法等。



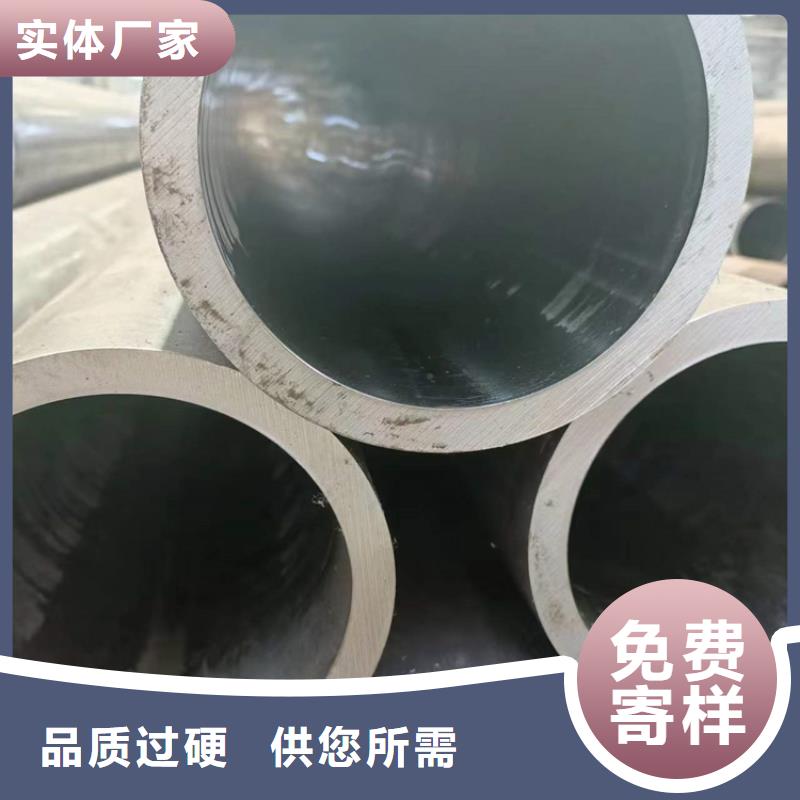
珩磨管油缸管絎磨管滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應力層,提高疲勞強度提高30%。
5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
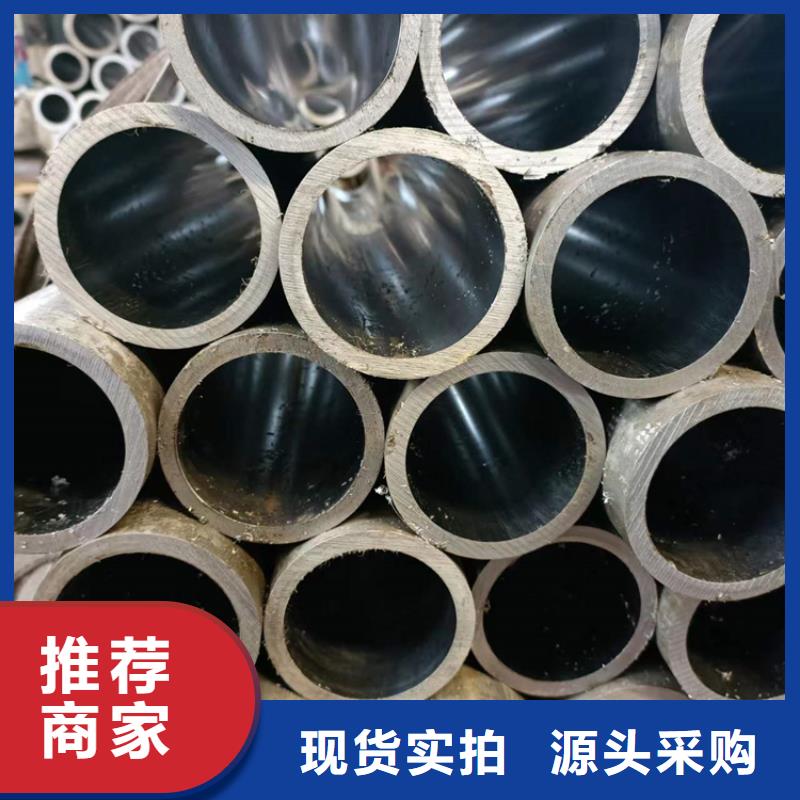
1、無縫鋼管主要特點是無焊接縫,可承受較大的壓力。產品可以是很粗糙的鑄態或冷撥件。
2、絎磨管是近幾年出現的產品,主要是內孔、外壁尺寸有嚴格的公差及粗糙度。研磨管



液壓機械(麗水市分公司)嚴格執行質量管理體系標準。 公司研發設計生產出的 液壓油缸管產品,品質,品味,滿足不同消費群體的個性需求,在內地許多城市設立多個分公司和辦事處, 液壓油缸管產品暢銷全國各大城市,歐美等全球地區。
液壓機械(麗水市分公司)全體員工將一如既往,銳意進取,以優良品質,以樸質誠信的心胸與各界朋友真誠合作,互利共贏。


珩磨管油缸管絎磨管油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。研磨管滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。


