


聯系我們

您也許對臺州本地以下產品新聞也感興趣
- 研磨管液壓氣缸免費詢價
- 成分分析化學成分分析機構聯系廠家
- 鉛磚鉛箱廠家可定制有保障
- 鉛屏風【鉛屏風廠家】廠家直接面向客戶
- 物流大棚施工隊伍
- 【射線防護工程輻射鉛板5mm好產品不怕比】
- CT移動方艙鉛門廠家設計制造銷售服務一體
- 瀝青麻絲承接廠家
- 鉛板-鉛箱廠家品質優良
- 【鉛門】防護屏廠家有口皆碑
- 正規發電車租賃含稅含運費提供電纜
- 1000KW發電機租賃含稅含運費提供電纜
- 多功能可定制宣傳欄燈箱 戶外宣傳欄燈箱 不銹鋼宣傳欄燈箱 太陽能宣傳欄燈箱 發光宣傳欄燈箱 垃圾分類宣傳欄燈箱 戶外防銹液壓宣傳欄燈箱 校園宣傳欄燈箱定制 文化長廊宣傳欄燈箱 核心價值觀宣傳欄燈箱 太陽能滾動宣傳欄燈箱 壁掛式宣傳欄燈箱落地式宣傳欄燈箱廠家直供
- 水下氣割經驗豐富
- 彩鋁成品天溝設計合理
當前位置:
聊城 安達液壓機械有限公司 >
臺州當地今日推薦News
【滾壓管】研磨管生產廠家廠家直銷省心省錢
更新時間:2025-01-12 18:22:42 瀏覽次數:3 公司名稱:聊城 安達液壓機械有限公司
以下是:【滾壓管】研磨管生產廠家廠家直銷省心省錢的產品參數
| 產品參數 | |
|---|---|
| 產品價格 | 5000/噸 |
| 發貨期限 | 24小時 |
| 供貨總量 | 不限 |
| 運費說明 | 電議 |
| 最小起訂 | 1公斤 |
| 質量等級 | 正品 |
| 是否廠家 | 是 |
| 產品材質 | 20#/45#/16Mn |
| 產品品牌 | 九冶 |
| 產品規格 | 齊全 |
| 發貨城市 | 聊城 |
| 產品產地 | 聊城 |
| 加工定制 | 定制 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 過磅 |
| 產品顏色 | 有色金屬 |
| 質保時間 | 1個月 |
| 外形尺寸 | 圓形 |
| 適用領域 | 機械加工/液壓 |
| 是否進口 | 否 |
| 質量認證 | 正品 |
| 顏色 | 有色金屬 |
| 材質 | 20#/45#/16Mn/Q345B/304不銹鋼 |
| 廠家地址 | 山東聊城 |
| 品牌 | 九冶 |
| 加工定制 | 可加工 |
以下是:【滾壓管】研磨管生產廠家廠家直銷省心省錢的圖文視頻

【滾壓管】研磨管生產廠家廠家直銷省心省錢,安達液壓機械有限公司專業從事【滾壓管】研磨管生產廠家廠家直銷省心省錢,聯系人:高經理,電話:17706353138、17706353138,QQ:3573482096,發貨地:聊城遼河路燕山路交叉口南500米東首發貨到浙江省 臺州市 椒江區、黃巖區、路橋區、玉環市、三門縣、天臺縣、仙居縣、溫嶺市、臨海市,以下是【滾壓管】研磨管生產廠家廠家直銷省心省錢的詳細頁面。 浙江省,臺州市 臺(Tāi)州市,古稱海州,浙江省轄地級市,地處浙江省中部沿海,南鄰溫州市,西與金華市和麗水市毗鄰,北與紹興市、寧波市接壤;依山面海,地勢由西向東傾斜,以山地丘陵為主,為亞熱帶氣候特征;截至2021年,全市轄3個區、3個縣、代管3個縣級市,總面積9411平方千米;截至2022年底,全市常住人口為667.8萬人。
想要更直觀地了解【滾壓管】研磨管生產廠家廠家直銷省心省錢產品嗎??產品視頻,帶你走進產品世界
以下是:【滾壓管】研磨管生產廠家廠家直銷省心省錢的圖文介紹

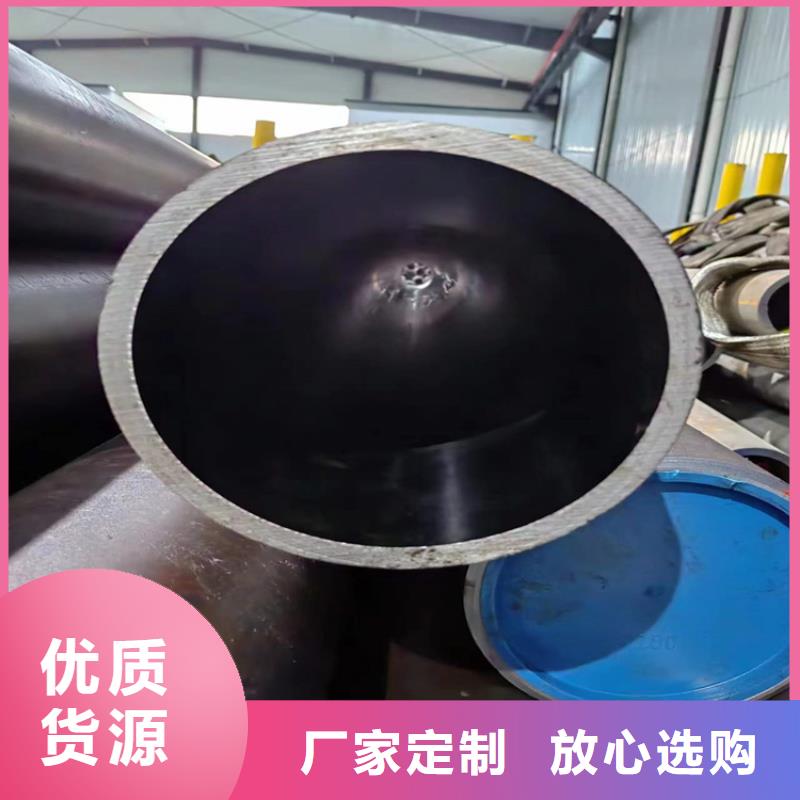
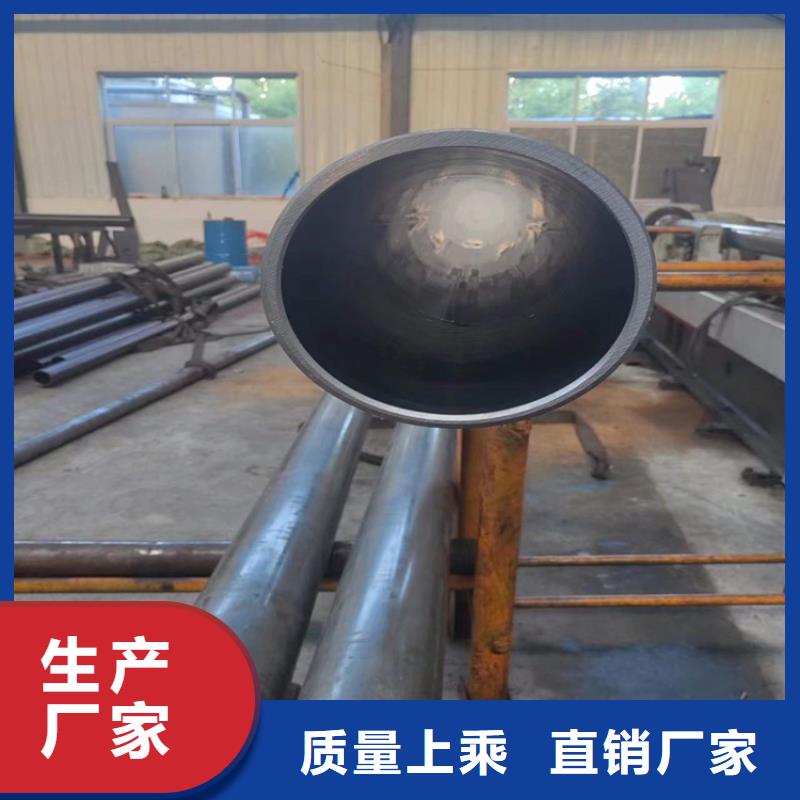
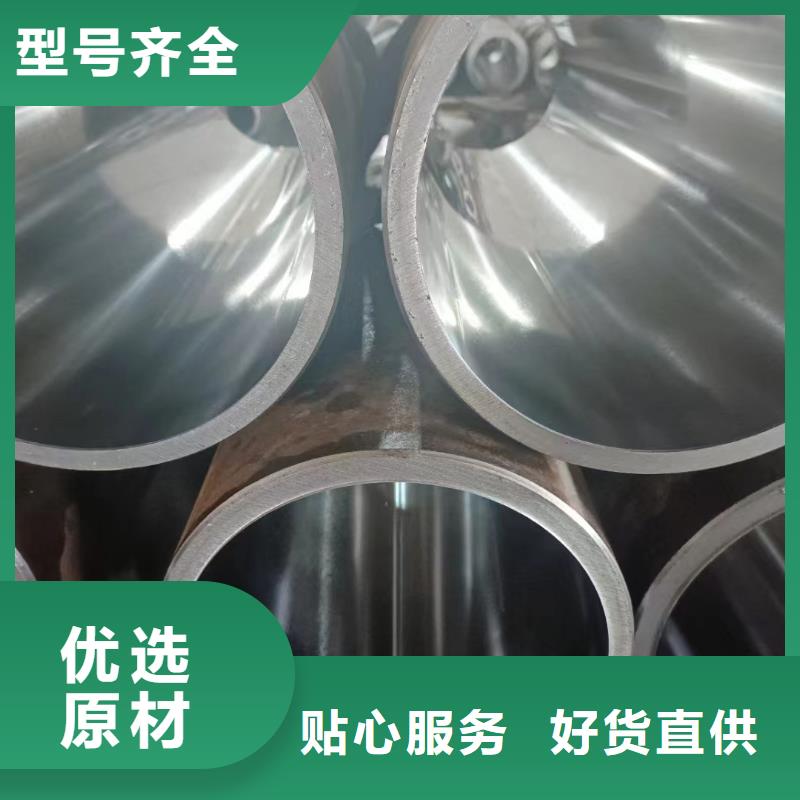
浙江臺州珩磨管油缸管絎磨管絎磨管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于精密鋼管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓 元件的產品,如氣缸或油缸,可以是無縫管。絎磨管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
油缸管采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高絎磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。
滾壓加工是一種無切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。
無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象。滾壓管
厚壁油缸管是液壓缸的主體,其內孔一般采用鏜孔、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件和支架滑動順暢,以保證密封效果,減少磨損;液壓缸應能承受較大的液壓,因此應具有足夠的強度和剛度。端蓋位于氣缸的兩端,與氣缸形成封閉的油室。因此,端蓋及其連接件應具有足夠的強度。在設計中不僅要考慮強度,還要選擇加工性能較好的結構形式。導套引導并支撐活塞或柱塞。有些液壓缸由端蓋孔直接導向,沒有導向套。這種結構簡單,但磨損后必須更換端蓋。


浙江臺州珩磨管油缸管絎磨管產生偏心的鋼管 在熱軋鋼管生產過程中 容易產生,產生的環節多半是在熱穿孔時產生的:
根據對自動軋管機軋后鋼管的解剖分析,我們認為穿孔毛管經自動軋管機軋制后,鋼管縱橫向壁厚不均的形式基本上保留了穿孔毛管壁厚不均的分布特征,即軋后鋼管仍具有螺旋狀的壁厚不均,而且橫向壁厚不均顯著增大。
自動軋管機產生壁厚不均的原因是:
①穿孔毛管壁厚不均的存在形式和嚴重程度,直接影響軋后鋼管壁厚不均的存在形式和嚴重程度。
②在自動軋管機上軋管時,因頂桿彎曲,使頂頭位置偏離孔型中心而導致壁厚不均,其管中和管頭各橫截面上的 壁厚和小壁厚位置幾乎固定不變;而管尾到管頭壁厚不均程度則逐漸增大,因此,減小頂桿殘余彎曲度,降低軋管時頂桿的軸向力,對減小壁厚不均程度有顯著作用。
③減壁量越大,荒管壁厚不均越嚴重,減壁量較小時,自動軋管機有減小穿孔毛管壁厚不均的作用。④孔型調整不正確,當輥縫不平行時,會使荒管的壁厚不均加劇。滾壓管



浙江臺州珩磨管油缸管絎磨管滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應力層,提高疲勞強度提高30%。
5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
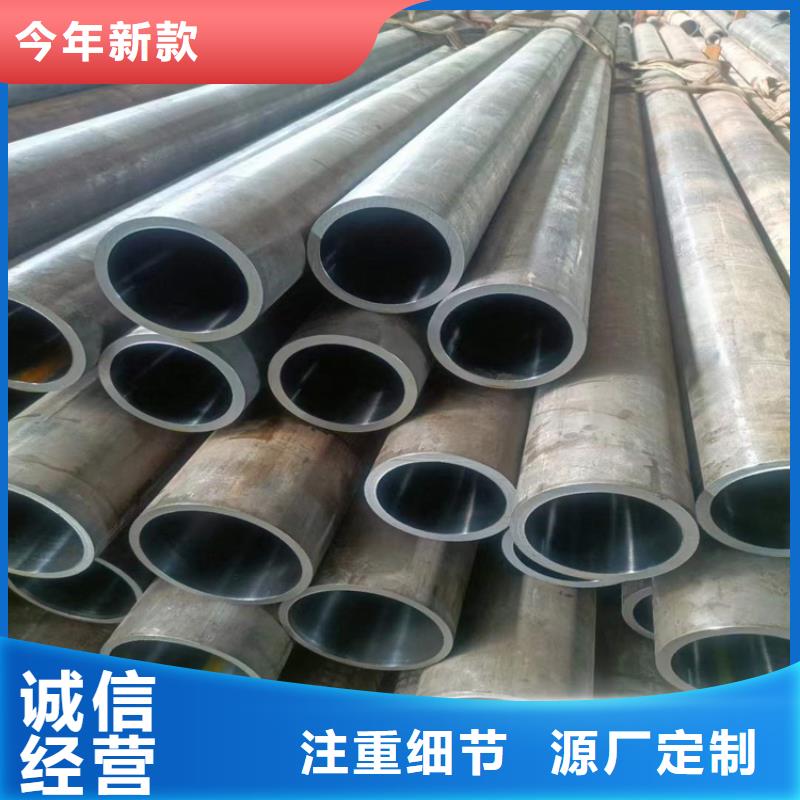
1、無縫鋼管主要特點是無焊接縫,可承受較大的壓力。產品可以是很粗糙的鑄態或冷撥件。
2、絎磨管是近幾年出現的產品,主要是內孔、外壁尺寸有嚴格的公差及粗糙度。滾壓管



安達液壓機械有限公司自成立以來,秉承專注”和“提供滿意服務與客戶一起成長”的經營理念,使公司 浙江臺州液壓油缸管產品在行業內獲得多項榮譽。我們將以“先進的技術、較好的 浙江臺州液壓油缸管產品、熱忱的服務”為宗旨,服務于用戶,真正能夠為用戶創造價值,同時也為 浙江臺州液壓油缸管事業貢獻一份力量!


浙江臺州珩磨管油缸管絎磨管淺析珩磨管進行熱處理的關鍵的環節。 珩磨管的熱處理加工是一個很重要的工序,經過熱處理加工后,可以讓其獲得較好的性能。那么如何對珩磨管進行熱處理加工?
1、其熱處理加工工藝過程:鍛壓退火、粗加工、調質、半精加工、消應力、粗磨、高頻淬火、回火、精加工。
以下針對幾個比較關鍵的環節做一下著重介紹:
1、調質:調質的目的就是使其可以具有良好的綜合機械性能,因些為了讓其可以獲得較高的韌性、相應的強度以及優良的力學性能,我們一般都需要對2Cr13材質進行調質處理。
2、消應力處理:所謂的消應力處理,珩磨管出售,其實就是指除應力。在一般情況下,退火鑄、鍛、焊件在冷卻時由于各部位冷卻速度不同而產生內應力,所以要進行處理消應力。
液壓鋼管基本上分為液壓系統上用的流體管和油鋼筒管,也稱為珩磨管,而冷拔或冷軋精密無縫鋼管也包含液壓鋼管。滾壓管


【滾壓管】研磨管生產廠家廠家直銷省心省錢_安達液壓機械有限公司,固定電話:17706353138,移動電話:17706353138,聯系人:高經理,QQ:3573482096,遼河路燕山路交叉口南500米東首 發貨到 浙江省臺州市。