想要一睹螺旋管不銹鋼板買的放心安興用的舒心產品的風采嗎?這個視頻將用直接的方式展示產品的卓越性能,保證讓您大飽眼福。
以下是:螺旋管不銹鋼板買的放心安興用的舒心的圖文介紹
聚力群達金屬材料有限公司是專業從事【浙江紹興光亮扁鋼】生產的專業廠家,座落在享有【浙江紹興光亮扁鋼】之都-浙江紹興工業園區內,交通便利,經濟繁榮。本公司自創建以來本著開拓、奮斗、進取的精神,對技術工藝精益求精,現已發展成為具有一定規模的【浙江紹興光亮扁鋼】專業制造企業,【浙江紹興光亮扁鋼】產品暢銷全國各地,贏得廣大用戶的贊譽.

螺旋管分析其主要的發展方向是:
1、浙江紹興本地生產大直徑厚壁管以提高耐壓能力;
2、浙江紹興同城設計生產新結構的鋼管,如雙層螺旋焊管,即用厚度為管壁一半的帶鋼焊成雙層管,不僅強度比同厚度的單層管高,且不會出現脆性破壞;
3、浙江紹興開發新鋼種,提高冶煉工藝技術水平,廣泛采用控制軋制和軋后余熱處理工藝,以不斷提高管體的強韌性和焊接性能;
4、浙江紹興大力發展涂層管,如在管內壁涂以防腐層,不僅可延長使用壽命,且可改善內壁的光滑度,降低流體摩擦阻力,減少積蠟和污垢,減少清管次數,降低維修費用。

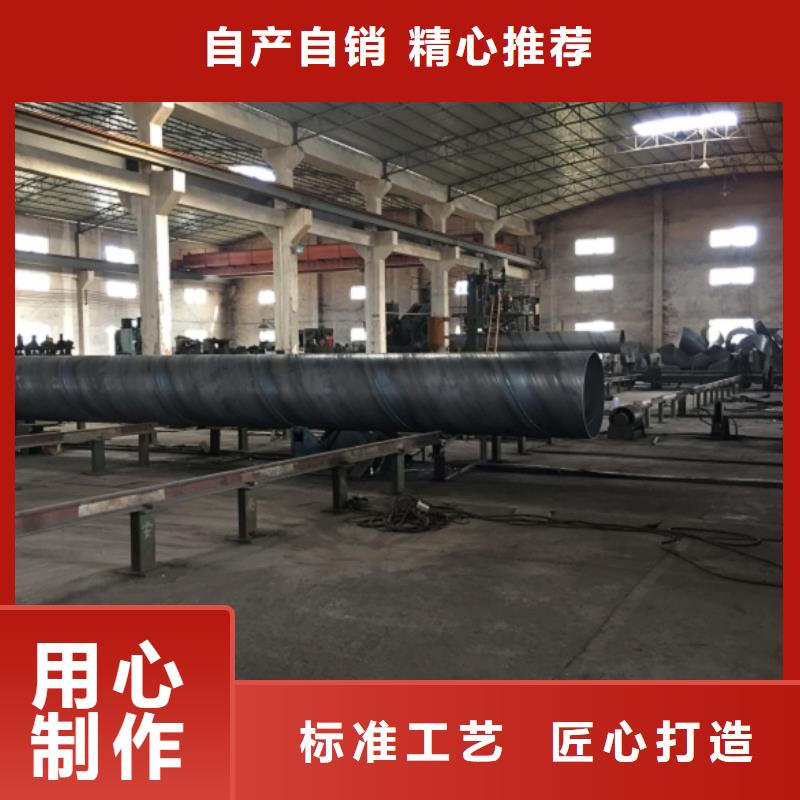
螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。


螺旋管標準分類:承壓流體輸送用螺旋縫埋弧焊鋼管(SY5036-83)主要用于輸送石油、浙江紹興本地天然氣的管線;承壓 流體輸送用螺旋縫高頻焊鋼管(SY5038-83),用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成 型;一般低壓流體輸送用螺旋縫埋弧焊鋼管(SY5037-83),采用雙面自動埋弧焊或單面焊法制成的用于水、浙江紹興煤氣、浙江紹興本地空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼 管 現在螺旋鋼管的常用標準一般分為:SY/T5037-2000(部標、浙江紹興附近也叫 普通流體輸送管道用螺旋縫埋弧焊鋼管)、浙江紹興當地GB/T9711.1-1997(國標、浙江紹興本地也叫石油天然氣工業 輸送鋼管交貨技術條件 部分:A級鋼管)、浙江紹興API-5L(美國石油協會、浙江紹興當地也叫管線鋼管)、浙江紹興本地SY/T5040-92(樁用螺旋縫埋弧焊鋼管)
螺旋鋼管的檢驗工藝技術如下:原材料檢驗——校平檢驗——對接焊檢驗——成型檢驗——內焊檢驗——外焊檢驗——切管檢驗——超聲波檢驗——坡口檢驗——外形尺寸檢驗——X射線檢驗——水壓試驗——終檢驗


