




不要錯(cuò)過(guò)這部精心制作的厚壁鋼管實(shí)體大廠(chǎng)產(chǎn)品視頻!僅僅一分鐘的時(shí)間,您將能夠領(lǐng)略到我們產(chǎn)品的卓越品質(zhì)和出色設(shè)計(jì),發(fā)現(xiàn)更多令人心動(dòng)的細(xì)節(jié)。
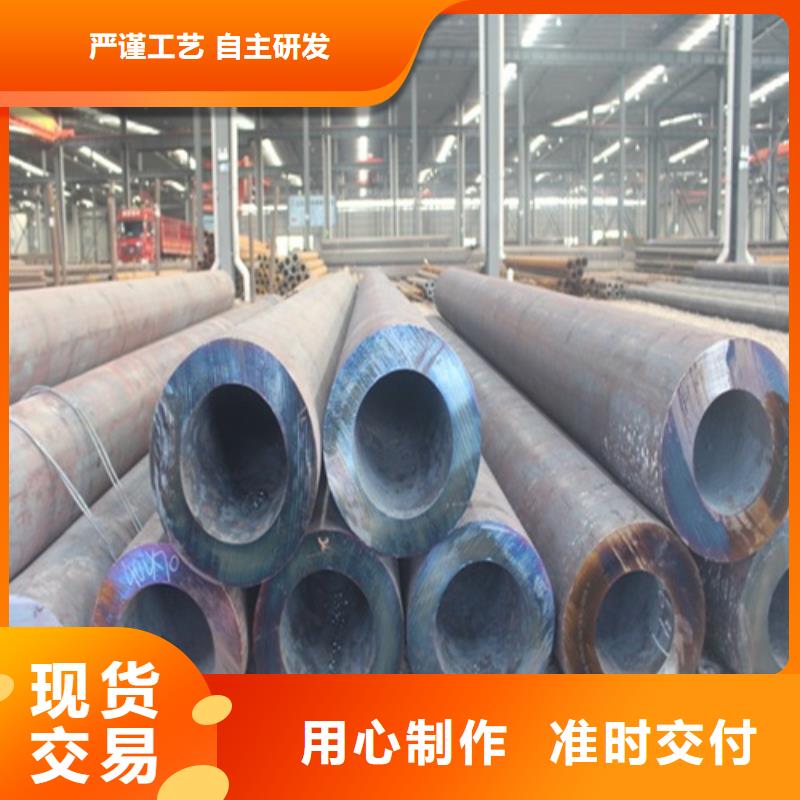
以下是:厚壁鋼管實(shí)體大廠(chǎng)的圖文介紹
體大廠(chǎng)")
改善無(wú)縫鋼管壁厚精度的措施 無(wú)縫鋼管壁厚的控制是無(wú)縫鋼管生產(chǎn)的一個(gè)難點(diǎn),生產(chǎn)中改善壁厚精度的措施主要包含以下幾個(gè)方面: 1、管坯加熱 加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩(wěn)緩慢,*大升降溫度不超過(guò)30℃。 2、定心輥 確定定心輥安裝是否到位,調(diào)整相關(guān)抱芯輥的中心、打開(kāi)角度及各動(dòng)作的開(kāi)口大小一致,抱芯輥中心要在軋制線(xiàn)上。 3、軋制中心線(xiàn) 確保穿孔機(jī)軋制中心線(xiàn)與穿孔小車(chē)中心線(xiàn)一致,避免“上軋制”或“下軋制”,使管坯在穿孔時(shí)保持受力均勻。 4、軋制工具 對(duì)于磨損的頂頭、導(dǎo)板、軋輥等軋制工具要及時(shí)更換。 5、軋制工具安裝 輥距、導(dǎo)距的中心必須在軋制線(xiàn)上。保證導(dǎo)距和輥距的中心線(xiàn)在穿孔軋制中心線(xiàn)上,即上下輥距相等,左右導(dǎo)距相等。 6、穿孔頂桿 穿孔頂桿一般選擇外徑為Φ108mm-Φ114mm,壁厚要求≥25mm且壁厚均勻的厚壁管。 7、軋機(jī)芯棒 芯棒要選用壁厚較厚的厚壁管加工,對(duì)于規(guī)格較小的芯棒,可采用實(shí)心坯料代替。壁厚均勻的厚壁管和實(shí)心坯料,可以使芯棒彎曲變形的概率大幅度降低,可以有效提高無(wú)縫鋼管的壁厚精度。 8、芯棒的精度 芯棒的長(zhǎng)細(xì)比較大,一般采用先車(chē)外徑然后打破口焊接,或采用長(zhǎng)料直接車(chē)削成型。芯棒的外加工精度控制在±0.1mm,芯棒的直度偏差不超過(guò)5mm。焊接時(shí),兩段芯棒之間插入一個(gè)精加工的銷(xiāo)子進(jìn)行定位,以防止焊接造成的總直度偏差過(guò)大。 9、完善工藝 完善工藝,防止中間拉薄和壁厚增哈歐超過(guò)控制范圍的情況發(fā)生,提高壁厚精度。
體大廠(chǎng)")
體大廠(chǎng)")
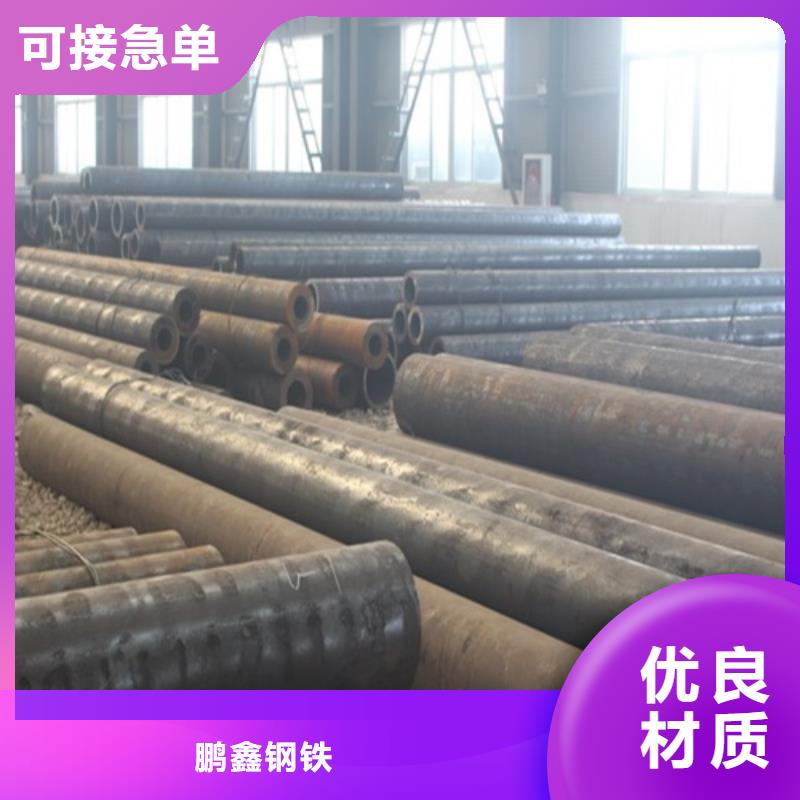
浙江紹興小口徑無(wú)縫鋼管的材質(zhì):10# 20# 35# 45# 16Mn 27SiMn 15CrMo 12Cr1MoV 10CrMo910 T91 P91 J55 K55 Q345 Cr5Mo2)20#、35#、45#、16Mn、27SiMn3)10#、20#、35#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo等。
1、耐壓高。無(wú)縫鋼管同規(guī)格有不同可選壁厚,壓力適用范圍寬,但空調(diào)水系統(tǒng)的工作壓力,焊管就能勝任,這不是選用的理由;
2、寬口徑。焊管DN100以上的少,而無(wú)縫管則多,這是個(gè)選用的理由;
3、易施工。無(wú)縫鋼管采用焊接和法蘭連接,大口徑管采用絲扣連接安裝難度大,大口徑管現(xiàn)在有溝槽式安裝,但這種方法不適宜空調(diào)水系統(tǒng)。
體大廠(chǎng)")
體大廠(chǎng)")
體大廠(chǎng)")
作為【浙江紹興焊管】的專(zhuān)業(yè)生產(chǎn)企業(yè),鵬鑫鋼鐵有限公司在幾年的時(shí)間內(nèi),通過(guò)技術(shù)改造、完善企業(yè)經(jīng)營(yíng)管理,逐步占領(lǐng)【浙江紹興焊管】的主要市場(chǎng),成為國(guó)內(nèi)專(zhuān)業(yè)的【浙江紹興焊管】生產(chǎn)企業(yè)。“質(zhì)量至上、信譽(yù)至上”是我們始終堅(jiān)持的經(jīng)營(yíng)理念,您的意見(jiàn)是我們前進(jìn)的動(dòng)力,您的滿(mǎn)意是我們追求的目標(biāo)。為了回報(bào)廣大用戶(hù)對(duì)我公司的支持與信賴(lài)我公司將會(huì)秉承以往的優(yōu)良作風(fēng),堅(jiān)持“以上等的【浙江紹興焊管】產(chǎn)品吸引顧客、以低廉的價(jià)格回報(bào)顧客、以熱情周到的售前售后服務(wù)感動(dòng)顧客”,為您帶來(lái)更加優(yōu)良便捷的服務(wù),您的支持與肯定是我們不變的追求!
體大廠(chǎng)")
體大廠(chǎng)")
浙江紹興20#無(wú)縫鋼管的焊接解析: 1、焊接特性:20#無(wú)縫鋼管具有導(dǎo)熱性強(qiáng)而熱容量大,線(xiàn)脹系數(shù)大,熔點(diǎn)低和高溫強(qiáng)度小等特點(diǎn),焊接難度大,應(yīng)采取一定的措施,才能保證焊接質(zhì)量。 2、浙江紹興20#無(wú)縫鋼管及焊絲的清理,焊絲及破口兩側(cè)50mm范圍內(nèi),表面用丙酮清洗干凈,用不銹鋼絲刷刷去表面氧化膜,露出金屬光澤,清理好的破口想要在2小時(shí)內(nèi)焊接,清理好的焊絲放入未用的筒內(nèi),想要在8小時(shí)內(nèi)用完,否則重新處理。 3、鎢棒選用鈰鎢棒,氬氣鈍質(zhì)不小于99.96%,且含水量不應(yīng)大于50mg/m3。 4、環(huán)境溫度不低于5℃,否則應(yīng)預(yù)熱至100~200℃方可施焊,相對(duì)濕度控。
體大廠(chǎng)")
體大廠(chǎng)")
體大廠(chǎng)")
點(diǎn)擊查看鵬鑫鋼鐵有限公司的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
