

產品詳細介紹
以下是:316L不銹鋼絎磨管廠家直銷-庫存充足的產品參數
導讀 316L不銹鋼絎磨管廠家直銷-庫存充足_安達液壓機械有限公司,固定電話:17706353138,移動電話:17706353138,聯系人:高經理,QQ:3573482096,聊城遼河路燕山路交叉口南500米東首發貨到浙江省 寧波市 海曙區、江東區、北倉區、鎮海區、鄞州區、象山縣、寧海縣、余姚縣、慈溪縣、奉化區 發貨到 浙江省寧波市。 浙江省,寧波市 寧波市全境地勢西南高,東北低,以平原丘陵為主,屬亞熱帶季風氣候,溫和濕潤,四季分明。寧波市是典型的江南水鄉兼海港城市,是中國大運河南端出海口、“海上絲綢之路”東方始發港、中國制造2025試點示范城市。寧波舟山位列2023年全球航運中心城市綜合實力第9名;寧波舟山港是全球第三大集裝箱港,年貨物吞吐量位居世界首位。
316L不銹鋼絎磨管廠家直銷-庫存充足 <寧波>九冶管業有限公司
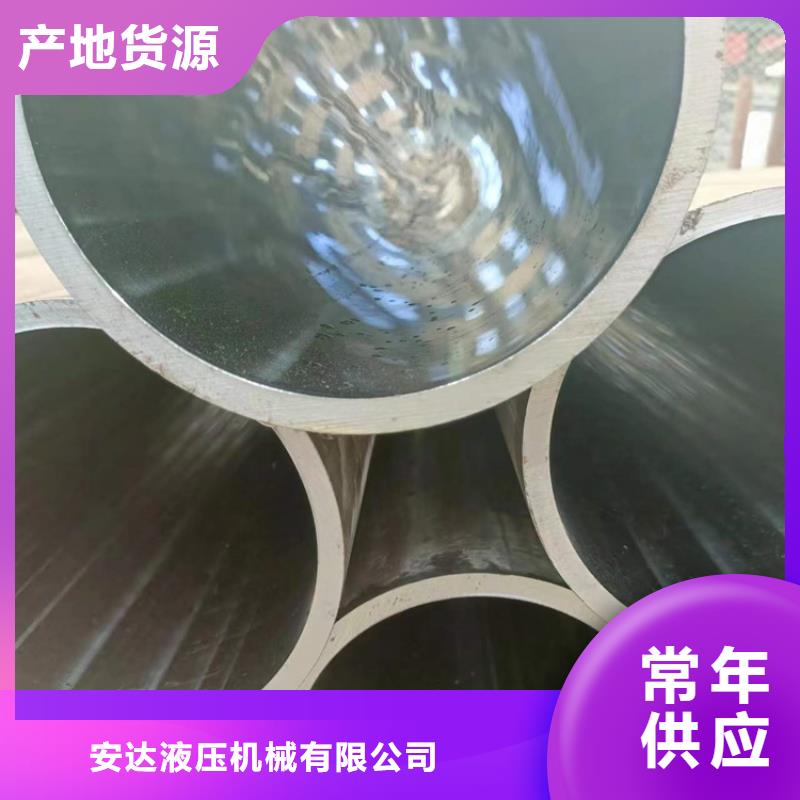
但如果間隙超過0.16mm的話,珩磨管就會與活塞桿發生偏磨,使得襯套單邊受力,導致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內徑接觸,其理想的設計間隙為0.1-0.19mm,過小或過大也會造成珩磨管受損。從上述分析可見,珩磨管的裝配間隙對油缸質量至關重要,而裝配間隙應以支承襯套來調整,才能符合實際要求而達到理想的作業效果。再來說到的是珩磨管支承襯套所用的材料,通常來說有尼龍和聚甲醛兩種,前者的強度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩定性差,還會受受溫度影響;而后者具有良好的綜合性能,包括抗拉強度、沖擊韌性、剛度、疲勞強度、抗蠕變性能和尺寸穩定性等等,但就是加熱易分解,成型困難。根據對上述兩種材料的特性分析可知,油缸的工作溫度才是確定選用何種材料作支承襯套的關鍵所在,一般工作溫度下使用尼龍就可以了,但對于要在高溫下工作的油缸來說,聚甲醛作為珩磨管的支承襯套才是理想選擇。



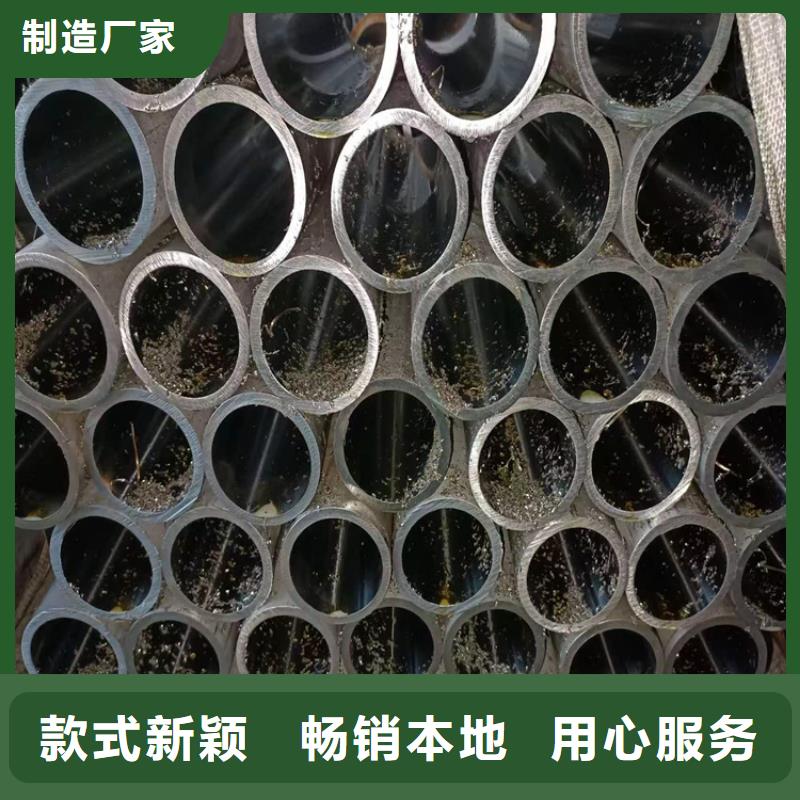
與內孔磨削相比,珩磨參加切削的磨粒多,加在每粒磨粒上的切削力非常小,所以珩磨的切速低。在珩磨管的珩磨過程中又旋轉加大量的冷卻液,使工件表面得到充分冷卻,不易燒傷,加工變形層薄,所以能得到較細表面粗糙度。為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。
 316L不銹鋼絎磨管廠家直銷-庫存充足
316L不銹鋼絎磨管廠家直銷-庫存充足
總結在浙江省寧波市采買316L不銹鋼絎磨管廠家直銷-庫存充足到安達液壓機械有限公司,無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:高經理-17706353138,QQ:3573482096,地址:《遼河路燕山路交叉口南500米東首》。