


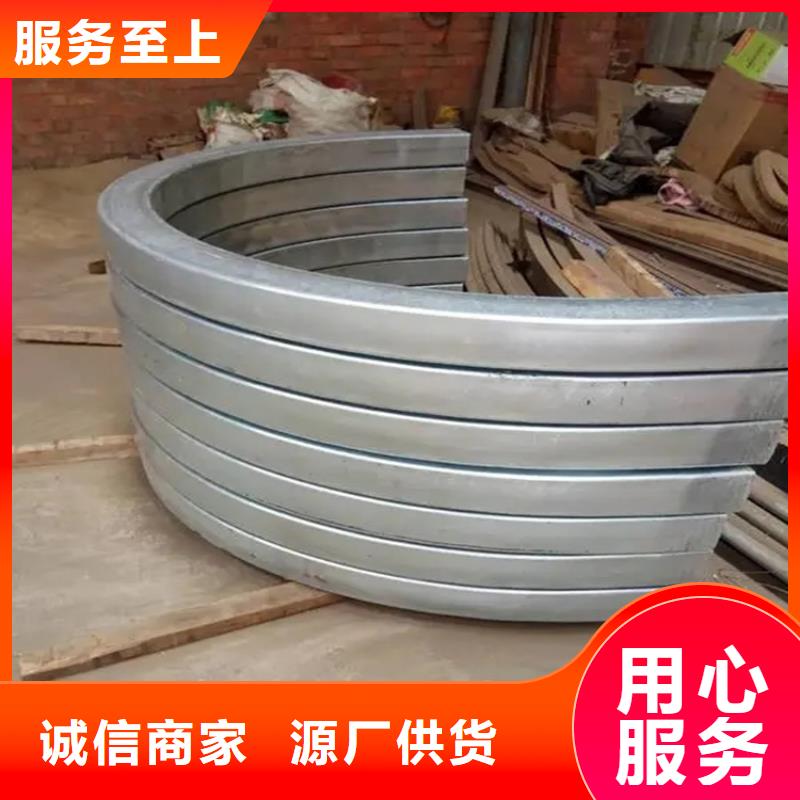


關于型材拉彎的工作原理分析 型材拉彎機是在不加熱的狀況把金屬型材彎弧卷圓成型的一種設備,它也叫做卷圓機、法蘭機。它可以卷圓角鋼、角鐵、扁鋼、扁鐵、槽鋼、T型鋼以及一些管材,因為出產加工中對角鋼、扁鋼、槽鋼的卷圓工藝需求較大,所我們喜歡稱它為角鋼法蘭機、扁鋼卷圓機或許槽鋼卷圓機。型材拉彎機的首要特征:體積小。重量輕:因為不只選用了新技術的傳動結構,輸入軸和輸出軸在同一軸線上,而且有與電動機直聯呈一體的獨特之處,因而本機具有結構緊湊,體積小。重量輕的特征。機械效率高。毛病少。壽命長:本機為齒輪傳動,作業輥端軸承選用重載軸承支撐,承載才干大,而且降低沖突引起的功率損耗,因而機械性能好,耐磨性能好,再加選用滾動沖突,故使之毛病少工作牢靠平穩:本機選用全體結構,基礎簡單,移動方便,傳動過程中為多齒嚙合,所以使之工作平穩牢靠。噪聲低。本機還具有過載才干強。耐沖擊。慣性力矩小,適于起動一再和正回轉的特征。
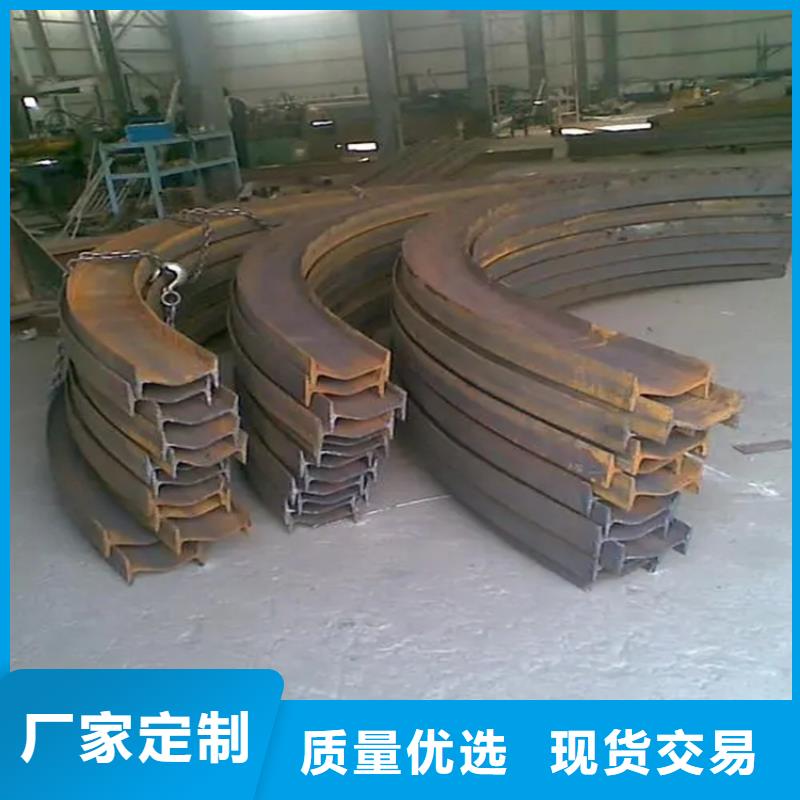
型材拉彎工藝回彈是模具設計中要考慮的重要因素,拉彎件的終成形很大程度上受到成形后回彈量的影響。回彈主要表現為整體卸載回彈、切邊回彈。當回彈量超過允許值后就是成形缺陷,影響拉彎件的幾何精度。方管拉彎加工時的注意事項型材彎曲變形區外側壁厚變薄;型材彎曲變形區內側壁厚增大、起皺;橫截面形狀畸變;回彈。限制型材方管拉彎加工的因素生產中限制拉彎加工的因素主要有以下兩點:一是拉彎斷裂,一是截面尺寸變形量過大。確定拉彎工藝參數首先要考慮的就是這兩個方面。拉彎就是把金屬板材、管材和型材彎曲成一定曲率、形狀和尺寸的工件的沖壓成形工藝。 拉彎成形廣泛應用于制造高壓容器、鍋爐汽包、鍋爐爐管、船體的鋼板及骨肋、各種器皿、儀器儀表構件以及箱柜鑲條等。對于拉彎構件,如果彎矩不大而主要承受軸心拉力作用時,它的截面形式和一般軸心拉桿一樣。彎 在拉力和彎矩的共同作用下,截面出現塑性鉸即視為承受能力的極限。對板坯進行連續彎曲。三輥卷板機具有兩個傳動輥(固定)和一個壓下輥(可調)。調節壓下輥的上下位置即可改變它與傳動輥之間的相對距離。方管拉彎加工工藝是什么對于方管拉彎自身來說,方管拉彎報價,它可以直接采用彎曲的模具對其進行彎曲,方管拉彎尺寸,通常情況下都是會用方管拉彎,也正是因為如此,我們要進行留意,在這樣的重要的使用情況下,現有的方管拉彎模具在使用的時候,方管拉彎,由于預彎管在進行壓彎的時候,會出現預方管拉彎在彎曲的時候彎曲處出現裂紋或斷裂的現象。
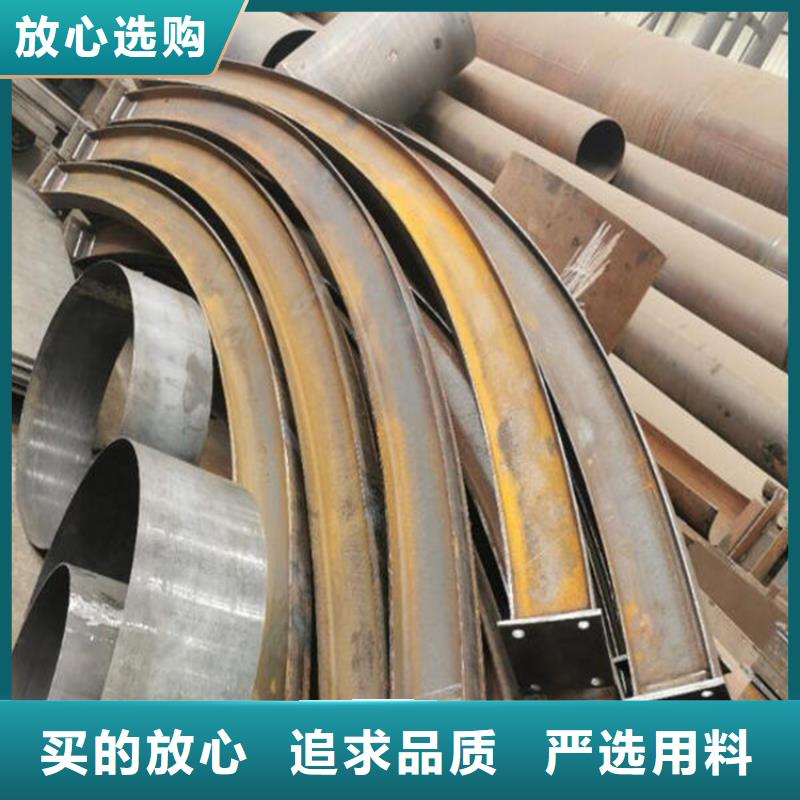
具體聊聊型材拉彎的基本方法彎管在拉彎磨具組里彎折,在全部工業設備中,絕大多數都使用彎管,要害用以油、氣、打點滴等,在飛機場以及模塊中占有要害影響力。在那么要害的使用情況下,針對彎管的出產加工辦法人們掌握是多少呢?彎管加工辦法 怎么避免裂開?沖壓模具法:用沖床邊帶光潔度的型芯將管端擴張到所規則的規格和姿態。彎折成型法:常見三種辦法彎管脹大法:一是將硫化橡膠放在管道內,上邊用小沖頭使管道凸起構成。二是液壓脹大成型,在管道中心填充液壓使管道曲折成必要形狀,出產金屬波紋管是這種辦法的主要途徑。鍛造法:用模鍛機揉捏水管的頂端或一部分,削減水管的直徑,常見模鍛器有轉盤式、連桿式、手動式。滾軋法:一般無需芯棒,合適于薄壁管里側圓正是為了處理彎管曲折出產過程中的裂縫缺陷,鋼管曲折加熱時,在必定的變形溫度和必定的變形水平以上的情況下,鋼管兩邊呈現裂縫的損害,現有的曲折機設備包括加熱設備和曲折設備,加熱設備設置在曲折設備中,曲折設備包括升降機和輕壓組織。
型材拉彎拉彎廠應廣闊客戶需求,對天津拉彎機設備的組成停止細致解說。拉彎機可分為轉臺式拉彎機和雙轉臂式拉彎機以及各種專用拉彎機拉彎機設備的組成:放卷設備:由放卷機和小車組成,放卷直流電機帶動放卷機放卷,液壓控制小車的升降,小電機控制小車的進出。導輥:也叫穩定輥,前后各一對,用于穩定鋁材程度的作用。S輥:前后各兩對S輥,分別為入S和出SS輥為膠面,確保鋁帶不受刮傷,前后兩對S輥自身的張力配合收卷的張力,使得鋁帶平直準確度更好。拉彎機主體:由三個單元工作輥組成,是對鋁帶停止彎曲矯直的主要部位。 收卷設備:由收卷機和小車組成,收卷直流電機帶動收卷機收卷,液壓控制小車的升降,小電機控制小車的進出。收卷機的張力控制造用卷取鋁帶,輔佐S輥張力停止拉彎矯直。液壓站:為小車升降,卸卷推板進出,收卷預壓力大小提供動力。 操作臺:操作臺上的按鈕旋鈕開關,完成主機手控制機器作業。
