15166580844



更新時間:2025-02-14 03:34:31 瀏覽次數:3 公司名稱:聊城 格瑞管業有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 3500/噸 |
| 發貨期限 | 1天內 |
| 供貨總量 | 汽運 |
| 運費說明 | 汽運 |
| 最小起訂 | 1 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 格瑞 |
| 產品規格 | 100-1400 |
| 發貨城市 | 全國 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | DN100 |
| 可售賣地 | 全國 |
| 產品重量 | 0.095 |
| 產品顏色 | 黑色 |
| 質保時間 | 70 |
| 外形尺寸 | 圓形 |
| 適用領域 | 市政工程 |
| 是否進口 | 否 |
| 品牌 | 格瑞 |
| 規格 | DN100-1400 |
| 加工工藝 | 離心澆鑄 |
| 類型 | 球墨鑄鐵 |
| 用途 | 市政給水消防排污 |
| 可售地 | 全國 |
| 計重方式 | 理計 |
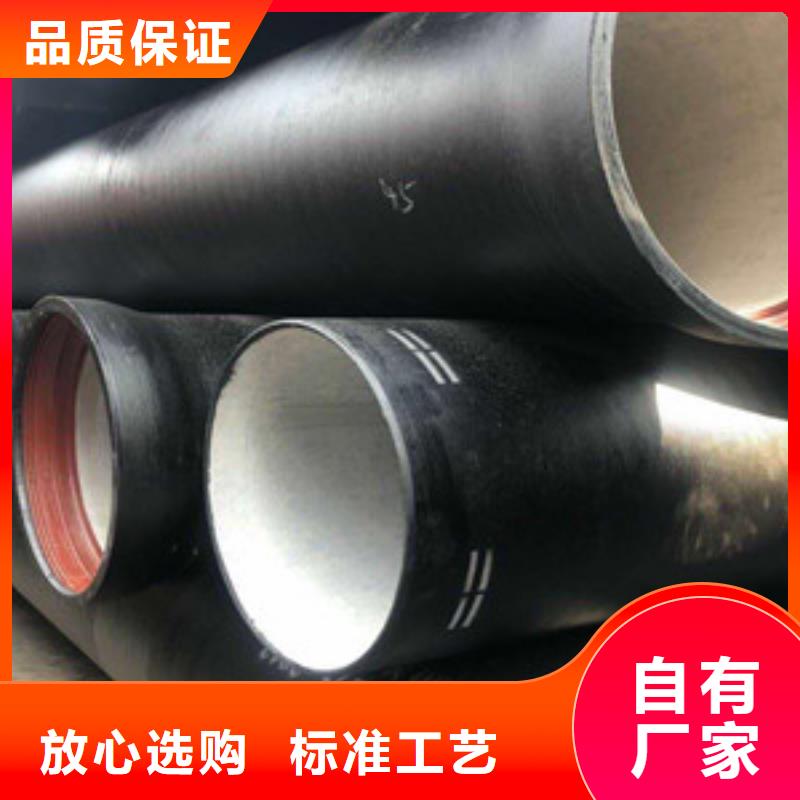

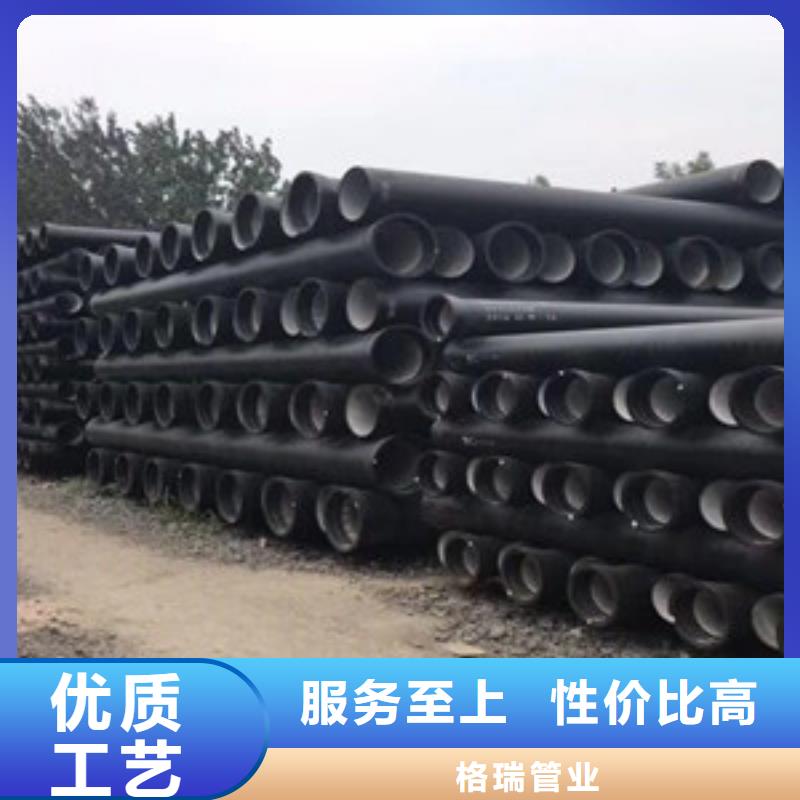
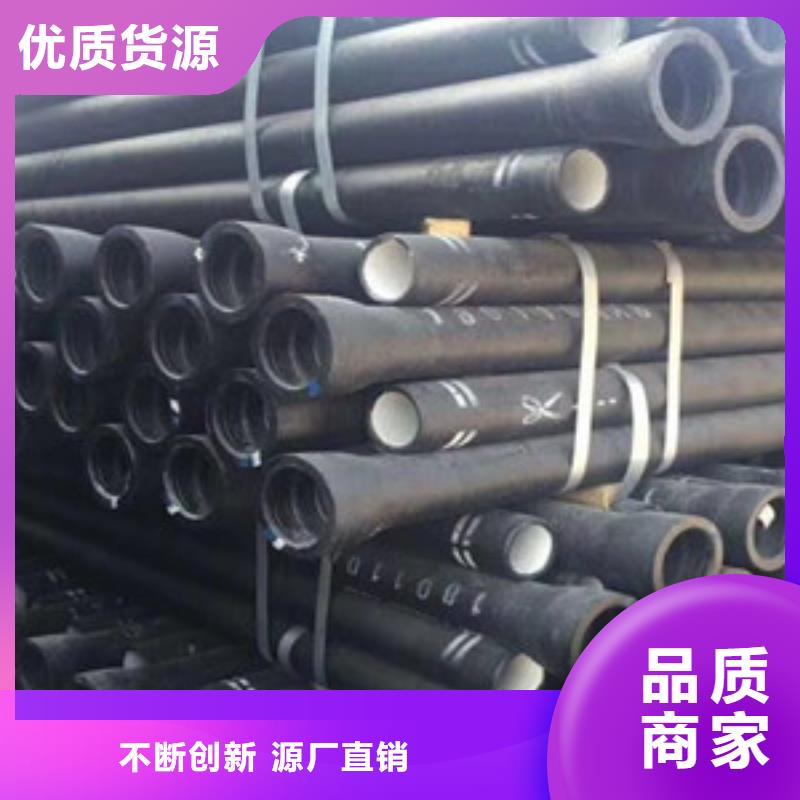






歡迎廣大客戶前來參觀洽談業務水冷金屬球墨鑄管及管件.供水球墨200MM供水鑄鐵管的主要成分有碳、硅、錳、硫、磷和鎂等。在鐵素體和珠光體基體上分布有一定數量的球狀石墨,根據公稱口徑及對延伸率的要求不同,基體組織中的鐵素體和珠光體的比例有所不同,小口徑的珠光體比例一般不大于20%,大口徑的一般控制在25%左右 小抗拉強度:420/Mpa,小屈服強度300/Mpa,*小延伸率7%。球墨200MM供水鑄鐵管執行標準GB/T13295-2008ISO2531/2008。廣泛用于輸水、輸油DN200六安球墨鑄鐵管價格.以及食品、制藥、化工等行業的生產流程管網.配套管件齊全,球墨管件有承盤短管,雙承套管,插盤短管,雙承彎管,承單支盤丁字管,三承丁字管,雙承漸縮管,雙盤漸縮管,90°雙盤彎管,45°雙盤彎管,全盤丁字管,承插盤丁字管,雙承丁字管,全承十字管,全盤十字管,90°承插彎管,45°承插彎頭,22.5°承插彎管,11.25°承插彎頭,三承一插十字管,承插雙盤四通,承插漸縮管,哈夫節補漏器,甲管伸縮器,柔性雙接頭,分水三通,球墨管、PE管、PVCDN150六安球墨鑄鐵管價格堵漏器等DN150六安球墨鑄鐵管價格配套產品。我們與大型企業 圣戈班、長期合作關系滿足客戶對品牌的要求 ,
六安球墨鑄鐵管擠壓筒的預熱采用內置式的加熱元件進行預熱(圖7-5和圖7-6),而對于較小的擠壓筒,較多的是采用活動的感應加熱器(也有用熱坯料)直接放入擠壓筒內腔內進行預熱。一旦擠壓開始擠壓筒內襯便處于受熱狀態,不需要加熱,而是需要經常進行冷卻。圖7-5所示為俄羅斯制造的63MN(6300t)臥式液壓擠壓機的帶預熱裝置的三層結構擠壓筒,圖7-6所示為德國制造的帶擠壓筒測溫裝置的60MN(6000t)臥式液壓擠壓機三層結構擠壓筒。六安球墨鑄鐵管擠壓筒預熱時,為了能快速地加熱,減小熱量損失,在外加熱的同時,好能采用特殊可換式加熱器來預熱擠壓筒的內部,為了保持壓入套筒時在套筒和擠壓筒內產生的預應力,內加熱非常必要。若僅強烈的外加熱,將使預應力降低從而,惡化擠壓筒套筒的工作能力。一般對于較大噸位的臥式擠壓機。
機械下管采用軟繩索綁扎管,綁扎點距管端約四分之一處,注意輕吊輕放,嚴格執行吊車規程。人工下管時在管溝邊用兩木板作為下滑支架(防止管溝塌方),木板上墊橡膠,用兩軟繩固定在兩支點上,人工控制另二支點緩慢放繩。六安球墨鑄鐵管和六安球墨鑄鐵管件是采用沖天爐煉鐵,經過電爐調質球化處理??離心澆鑄制芯穩重退火噴鋅整圓與打磨水壓試驗水泥內涂養生外涂瀝青等工序嚴格按照標準GB/T13295-2013和ISO253-98E來生產。我公司生產實力雄厚,技術設備,中頻電爐、光譜分析儀等 關鍵設備為國外進口,離心成型、退火、噴鋅、精整、包裝等整條生產線居國際水平。管道吊裝下溝:利用吊車吊管下溝,在吊車無法進入點采用人工下管法下管。
六安球墨鑄鐵管大家可能不知道是什么,但是如果說南水北調大家應該都知道,南水北調是我們 很出名的一個工程,它為我們 水資源貧乏的地域運輸去了水資源,使他們的日常生活得到了改善,南水北調就是使用的給水六安球墨鑄鐵管,這樣說您知道給水六安球墨鑄鐵管是什么了嗎?在我們中國有著大約13.68億人,氣泡法是將工件浸入水中,充入壓縮空氣,然后在一定時間內收集從中泄漏出來的氣泡以測出泄漏量。涂抹法是在內部充有一定氣壓的工件表面涂抹肥皂水一類的易產生氣泡的液體,觀察產生氣泡的情況以檢測泄漏量的大小。這兩種方法操作簡單,能直接觀察到泄漏的部位和泄漏情況,但由于事先不知道工件泄漏的部位和幾處泄漏,難以收集全氣泡,影響測量的準確性;其次,對于體積大、笨重、外表面復雜的零件,氣泡附著于零件底部和褶皺處而不易觀察;測試完后需要對工件進行清掃干燥處理,無法實現自動、定量測漏。因此這兩種方法在滿足高精度、高率的生產需求方面顯得力不從心。隨著計算機、電子、傳感技術的飛速發展,泄漏檢測技術的發展將迎來新的發展契機。未來的氣密性檢測技術將向高精度、效率、智能化的方向進一步發展。