

我們的儋州市銅止水廠家直銷產(chǎn)品視頻已經(jīng)準(zhǔn)備好,它將為您呈現(xiàn)產(chǎn)品的完美細(xì)節(jié),讓您為之驚嘆不已。
以下是:儋州市銅止水廠家直銷的圖文介紹


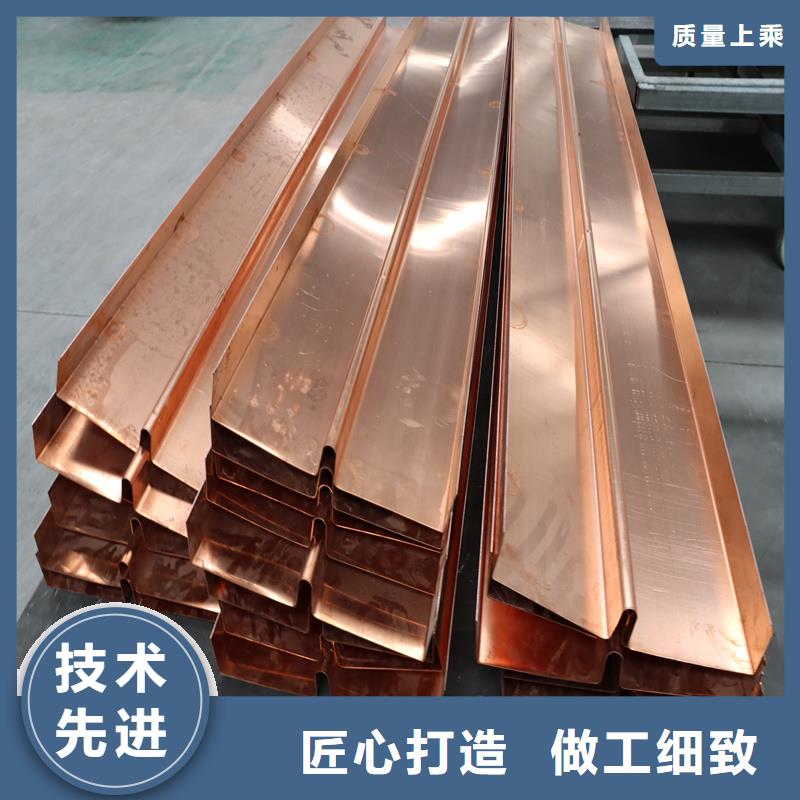
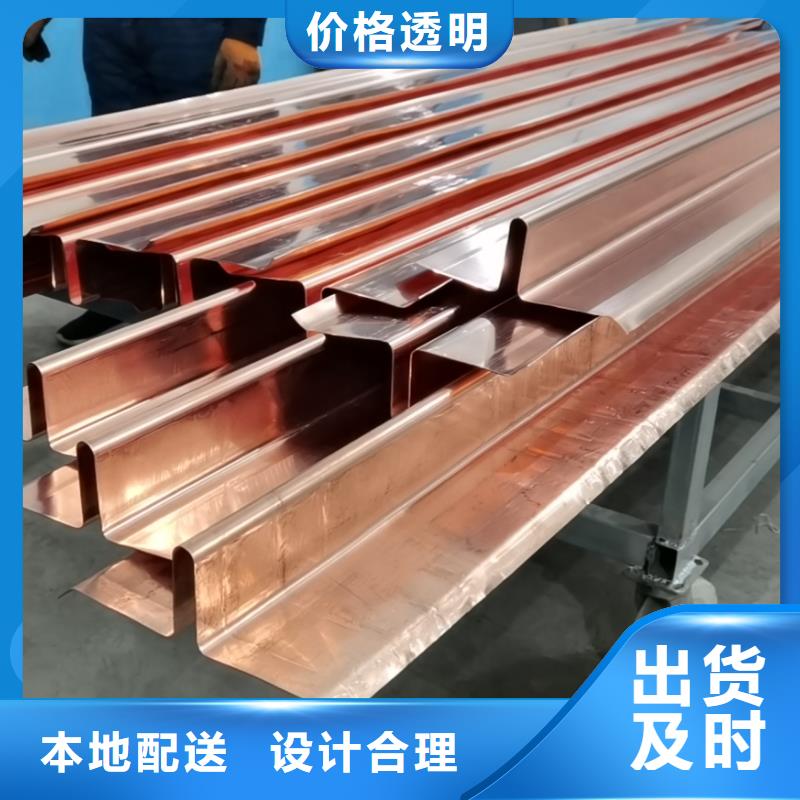
將止水銅板加工為W形以及F形具有以下兩個(gè)方面的好處, 安徽合肥銅止水,設(shè)置的銅鼻子在止水銅板安裝過程中的固定,且可有效增加銅板止水的抗拉防震能力;第二,立腿可有效防止繞滲。而根據(jù)W形以及F形銅止水的形狀可知,W形銅止水在銅鼻子兩邊均設(shè)置有立腿,而F形只在其一邊設(shè)置了立腿,因此得出,其兩個(gè)作用的區(qū)別在于W形止水銅板可防止兩個(gè)方向的水流繞滲,而F形只能防止一邊的繞滲。一般設(shè)計(jì)生產(chǎn)、加工止水銅板的工廠出售此類商品時(shí),均可免費(fèi)根據(jù)設(shè)計(jì)圖紙成形,那么未成形的止水銅板是否有效呢? 銅止水 未成形止水銅板在水工建筑止水中有效,只是較成形了的止水銅板在使用項(xiàng)目和使用效果存在一定的差異。未成形止水銅板主要用在項(xiàng)目寬度較小的地方,可以直接采用銅板邊沿排水,阻止水進(jìn)入銅板保護(hù)區(qū)域,如橋梁。而使用效果的差異,主要是因?yàn)槌尚沃顾~板可根據(jù)銅鼻子形狀安裝,更加牢固,且不易產(chǎn)生位移。同時(shí)成形后的止水銅板因銅鼻子中填塞瀝青麻繩或麻繩瀝青,會(huì)有效的增加止水銅板的側(cè)向承壓能力。



興泰工程材料有限公司座落于高新區(qū) ,地理位置得天獨(dú)厚,交通運(yùn)輸j i為方便。主營產(chǎn)品: 安徽合肥排水盲管,并得到用戶的一致好評(píng)和肯定,在本行業(yè)享有一定的盛譽(yù)。我公司宗旨:誠信為本,質(zhì)量可靠,互惠互利,共謀發(fā)展! 興泰工程材料有限公司向新老朋友和廣大客戶對(duì)本公司的支持表示衷心得感謝,愿我們長(zhǎng)期合作,共同發(fā)展。


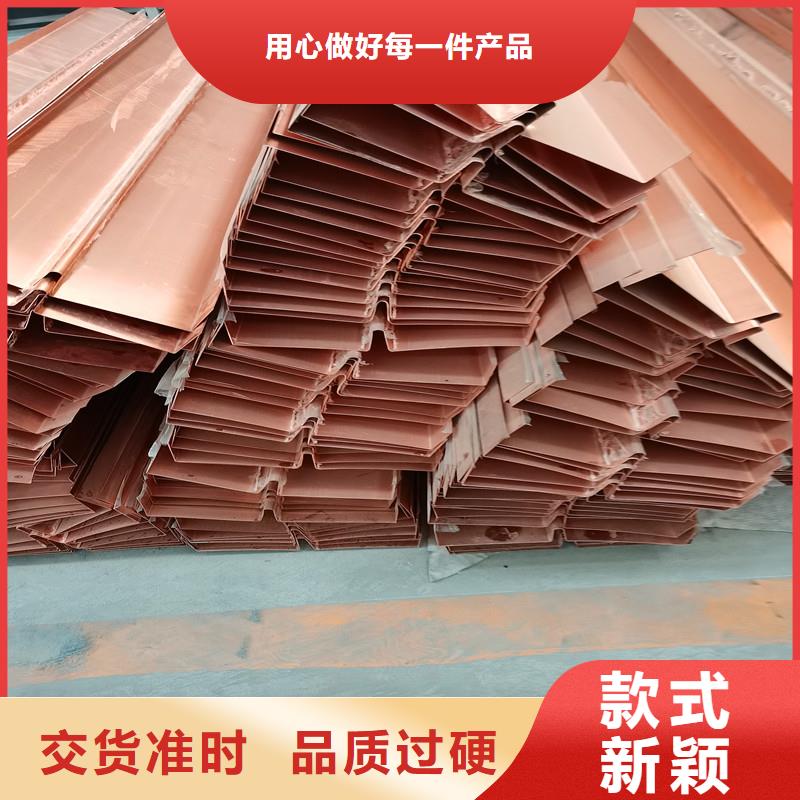
隧道止水,采用銅止水和橡膠止水相結(jié)合的方法,安徽合肥銅止水在增加止水性能的同時(shí),還能降低施工成本。隧道中的防滲系統(tǒng)一直是隧道施工中的薄弱環(huán)節(jié),經(jīng)過對(duì)施工現(xiàn)場(chǎng)的不斷摸索,我們對(duì)其進(jìn)行了一些改進(jìn),使改進(jìn)后的施工方法變得簡(jiǎn)單且。 隧道銅止水帶拼焊施工要點(diǎn)如下: 1、在洞外據(jù)擬鋪掛面積的大小將2~3幅幅面較窄的成卷防水板下料; 2、然后將其平鋪在地面上拼焊成便于運(yùn)輸、鋪掛的大幅面防水板,減少洞內(nèi)作業(yè)的焊縫數(shù)量,以提高焊接質(zhì)量; 3、選擇合格的一次性成型的止水銅帶; 4、 止水銅帶的拼接采用熱合機(jī)雙焊縫焊接,要求搭接寬度不小于100mm,保證焊縫質(zhì)量; 5、焊縫應(yīng)嚴(yán)密,單條焊縫的有效焊接寬度不應(yīng)小于12.5mm。 銅止水規(guī)格是銅含量、以及寬度、厚度、軟硬態(tài)及物理特性的一種表現(xiàn)形式,包括但不限于;T2、T2R、T2M、T2-Y2、T2M、T3-Y2、T3M、T2-Y3 、軟態(tài)、半硬紫銅止水等。用T表示,即T2與T3,T2銅含量≥99.8%,T3銅含量≥99.7%。銅軟硬態(tài),M表示銅硬度狀態(tài)為軟態(tài),抗拉強(qiáng)度≥205MPa,延伸率為30%;Y2為半硬態(tài),抗拉強(qiáng)度≥245MPa,延伸率為≥8%。  銅止水規(guī)格 1.執(zhí)行標(biāo)準(zhǔn)GB2059-2008; 2.厚度:0.5-14mm; 3.寬度:200-1000; 4.長(zhǎng)度:1000-3000; 5.抗拉強(qiáng)度不小于205Mpa; 6.伸長(zhǎng)率不小于20%; 7.化學(xué)成分和物理性能應(yīng)滿足GB/T2059-2008《銅及銅合金帶材》的規(guī)定; 8.符合 標(biāo)準(zhǔn)(GB2040-2008)《銅及銅合金板材》中的相關(guān)要求。



我國的建筑技術(shù)發(fā)展迅速,在建筑物中安裝銅片止水帶的技術(shù)已經(jīng)非常普遍,并且得到了廣泛的應(yīng)用,主要是因?yàn)榻ㄖ锏氐紫滤惠^高,同時(shí)為了加快施工進(jìn)度,使地下室頂板施工完成后盡快進(jìn)行基坑的回填,故對(duì)地下室底板及外墻的銅片止水帶均采取了超前止水措施。 止水接頭現(xiàn)場(chǎng)焊接施工工藝及方法 安徽合肥銅止水 A、焊絲和氣焊熔劑:采用紫銅止水母材的剪條,將脫氧劑放在 焊粉中,焊粉采用氣劑301. B、氣焊工藝:焊前做好焊絲和焊件的清潔工作,一般用鋼絲刷; 或砂紙去除表面油污和吸附的氣體。 C、焊接火焰選用中性焰:氧化焰會(huì)使熔池氧化,在焊縫中形成 脆性的氧化亞銅:碳化焰則會(huì)產(chǎn)生一氧化碳和氫氣,進(jìn)入焊縫形成氣孔。 D、焊前首先將焊件預(yù)熱:預(yù)熱溫度為400 500‘C。 E、由于高溫銅液容易吸收氣體,是焊縫金屬產(chǎn)生多孔性的缺陷, 同時(shí),焊縫熱影響區(qū)的晶粒粗大,還會(huì)使焊接接頭的力學(xué)性能降低,所以焊縫的焊接層:數(shù)越少越好,焊接時(shí)采用單道焊。焊后捶擊焊接接頭,使金屬晶粒變細(xì),從而提高其力學(xué)性能。
點(diǎn)擊查看興泰工程材料有限公司的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
