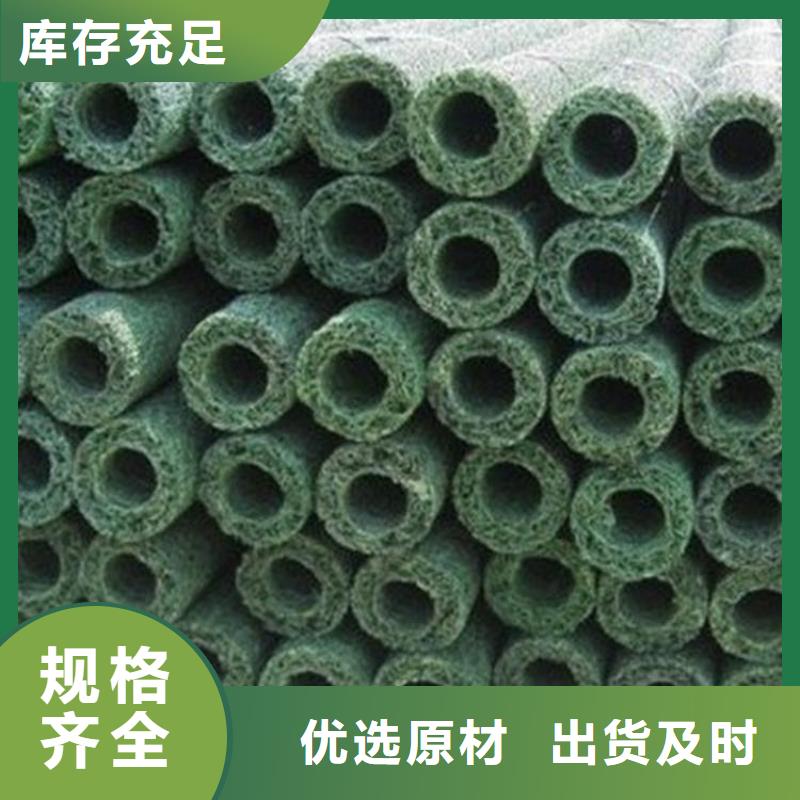







塑料盲溝生產工藝嚴格,檢測嚴格,產品型號齊全,DN50-300型號均可以定制,也可以生產方形塑料盲溝,扁形塑料盲溝等。塑料盲溝管在焊接前,塑料盲溝管的貯存條件是否符合標準、焊接后冷卻的過程是否得當等,都是影響塑料盲溝管質量的因素,所以,對其進行檢測是非常有必要的,今天我們就來了解一下塑料盲溝管的質量檢測規程:塑料盲溝管的抽查數量不得少于10%,且每個焊工的抽查數量不少于5個。塑料盲溝管的外觀質量自檢應進行,監理等驗收單位應根據施工質量抽取一定比例焊口進行外觀檢查,數量不得少于焊口數的30%,且每個焊工的焊口數不少于9個。檢查塑料盲溝管全部焊接口的焊機焊接數據打印記錄。對于全自動熱熔對接的焊口,驗收人員應抽取一定數量的焊口割除卷邊,按上面的檢查要點來檢查接口質量。檢測塑料盲溝管的質量時,我們還要檢查管材的接口質量,如不合格,應對該焊工的接口進行加倍抽檢,再發現不合格,則對該焊工施工的接口全部進行返工。好產品,好質量!
塑料盲溝MY50 80 100 150 200 250 300 400,好的工藝有好的產品,公司所生產聚丙烯塑料盲溝 RCP滲排水盲管每一種盲溝管工藝都有一定的適用領域,在詳細的塑料盲溝管彎制中,需求按照熱彎管的功能請求、管徑與壁厚大小、熱彎設備及控制技巧等詳細狀況選取不同的熱彎工藝,并制定適宜的熱彎工藝參數,才干確保彎制出合格的彎制塑料盲溝管。這才是合格的塑料盲溝管應該有的專業技能。塑料盲溝管具有一定的剛度,對保持排水腔有利,材質比重較小,成本相對降低,具有耐寒耐腐蝕、使用壽命長等優質特性。彎制加工時要對它進行淬火工藝,它的高質量使用。采用淬火即低溫加熱與疾速水冷+回火工藝,其全體質量比較穩固,由于該工藝對塑料盲溝管的彎制實行了全體回火處置,有利于增加韌性。
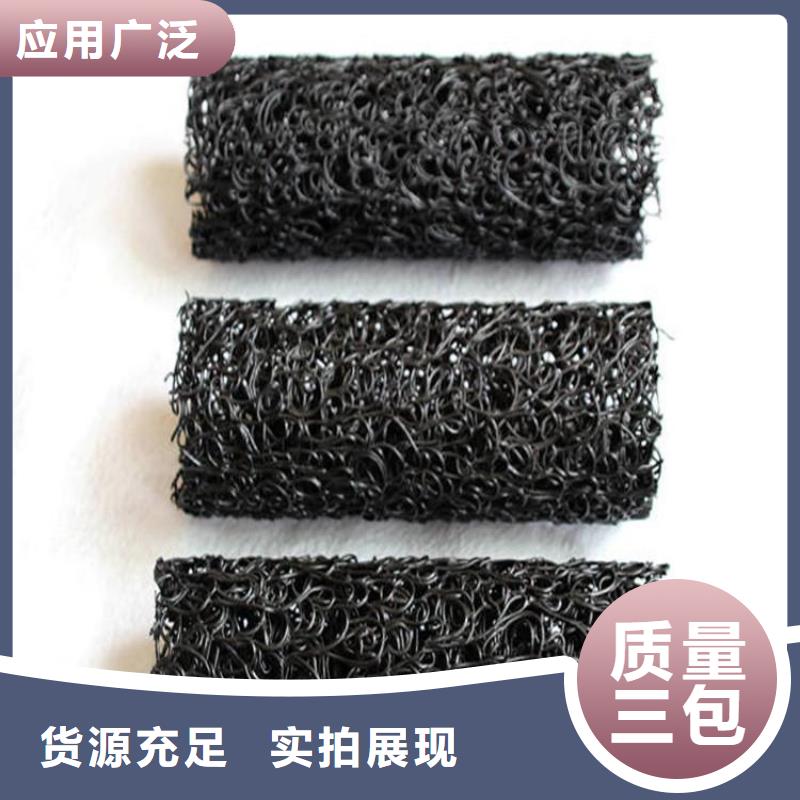
塑料盲溝施工方法介紹:其預留的20cm由人工挖除(挖除時先制作兩個龍門架,按其設計高程在龍門架中心點綁好線繩以便控制其開挖高程)。塑料盲溝如何采用熱熔化方式成型。強力生產制造的塑料盲溝是將熱塑性合成樹脂加熱溶化后通過噴咀擠壓出纖維絲重疊置在一起。抗壓且柔韌,對于彎道等曲位也能施工,十分輕便,若回填深度在10cm左右,還可用推土機進行回填等。是由塑料芯體外包裹濾布組式。實驗結果表明,隨雨強增大,塑料盲溝的排水量也增多但排水效率有所下降;在大于30°的較大坡度下塑料盲溝有較好的排水效果;中空圓形塑料盲溝在降雨過程中具排水優勢,而多孔矩形塑料盲溝在降雨結束后排水效果更好;塑料盲溝能有效降低客土層土壤含水量,防止滯水層和軟弱滑動面的出現,從而增強客土層的穩定性。
土工公司生產塑料盲溝型號50-300mm,塑料盲溝施工注意事項:針對邊坡客土層底部滯水層導致邊坡失穩的問題,提出了一種用塑料盲溝進行土層底部排水的新方法。并憑借人工模擬降雨裝置,對不同類型和型號的塑料盲溝在不同條件下的排水效果進行了分析和評估。塑料盲溝材料與其它盲溝材料相比具有哪些特性塑料盲溝是由塑料芯體外包裹濾布組式。塑料盲溝的優點:塑料盲溝的組成纖維為2mm左右的絲條,相互接點熔結成型,呈立體網狀體,其原理與鋼結構造物的桁架原理相同。
塑料盲溝生產工藝介紹,怎么樣裁切成品塑料盲溝管。鋸割時將塑料盲溝管夾持在管子臺虎鉗(又稱管壓鉗)上,鋸割過程中要始終保持鋸條與管中心線垂直,若發現鋸口歪斜,可將鋸弓反方向偏移,待鋸縫回復原線后再扶正鋸弓繼續鋸割,鋸割較大的塑料盲溝管時可適當地向鋸口處滴入機油以減少摩擦力。為切割斷面與鍍鋅管中心線垂直,鋸割前需沿垂直于鍍鋅管中心線方向,先用樣板劃好鍍鋅管切斷線。后需要注意的是:快要鋸斷時,鋸割速度要減緩,力度要小,必須用鋸斷的方式而不能剩余一些用折斷來代替鋸割,以免塑料盲溝管變形而影響螺紋的套制及安裝質量。
塑料盲溝生產工藝嚴格,檢測嚴格,產品型號齊全,DN50-300型號均可以定制,也可以生產方形塑料盲溝,扁形塑料盲溝等。塑料盲溝管在焊接前,塑料盲溝管的貯存條件是否符合標準、焊接后冷卻的過程是否得當等,都是影響塑料盲溝管質量的因素,所以,對其進行檢測是非常有必要的,今天我們就來了解一下塑料盲溝管的質量檢測規程
我們平常見到的塑料盲溝管基本都是黑色的,其實許多地方也有用到其他顏色的,這就少不了一項重要工藝:上色。具體操作步驟如下:1、預處理,先使用方法對表面進行清洗,使用物理和化學方法都可以,主要的就是使塑料盲溝管露出基體。這樣是有利于氧化的完整的進行的,形成的氧化膜也會是致密的,預處理還可以使用一些機械設備處理。2、陽氧化。經過與處理之后的塑料盲溝管,使基體發生陽氧化反應,然后就是會生成致密的氧化薄膜。3、封孔。塑料盲溝管經過陽氧化之后,氧化薄膜上會出現很多的膜孔,封孔就是使這些膜孔封閉,防止氧化膜被污染。公司生產的塑料盲溝有黑色,白色,綠色等,也可以根據客戶需求定制!
公司塑料盲溝生產工藝介紹:塑料盲溝管在生產過程中如果控制不好溫度,容易出現擠出不均勻現象,影響制品品質。在生產過程中,由于塑料盲溝管是熱敏性材料,即使加入熱穩定劑也只能是提高分解溫度,延長穩定時間而不可能不出現分解,這就要求成型加工溫度應嚴格控制。由于塑料盲溝管熔體黏度大,流動性差,為防止因摩擦熱過大而升溫,引起黏料分解或使管材內壁毛糙,必須降低螺桿溫度,這樣可使物料塑化好,管內表面光亮,提高管材內外質量。塑料盲溝管成型溫度一般控制在80~100℃之間,若溫度過低反壓力增加,產量下降,甚至會發生物料擠不出來而損壞生產此產品的機械。因此,塑料盲溝管冷卻應控制出水溫度不低于70~80℃。每個地方所用的塑料盲溝管長度是不一樣的,所以就要進行切割操作。有的用機器進行切割,有的則用手工切割,采用手工切割時應注意的地方有哪些呢。手工鋸割所用的工具為鋸弓架和鋸條,一般適用于切斷DN200mm以下的塑料盲溝管。
塑料盲溝工藝生產很重要,公司所生產塑料盲溝,工藝嚴格,質量可靠。塑料盲溝生產工藝介紹:鋼鋸條可按每25mm長度內的齒數分為粗齒、中齒、細齒三種規格,鋸割時要求有3個齒同時參與切割,否則容易卡掉鋸齒,因此鋸割時應根據鍍鋅管的壁厚合理選擇鋸條;一般地說,DN40mm以下的鍍鋅管宜選用細齒鋸條,DN50~200mm的鍍鋅管可用中、粗齒鋸條。劃線樣板可采用較厚的紙張等不易折斷的材料制成,樣板長度為л*(D-2)(其中D為鍍鋅管外徑),寬度50~100mm,劃線時將樣板的一側對準下料尺寸線處,并使樣板緊緊包住塑料盲溝管,用劃針或石膏筆沿樣板側面繞鍍鋅管畫一圈。
塑料盲溝生產工藝介紹,怎么樣裁切成品塑料盲溝管。鋸割時將塑料盲溝管夾持在管子臺虎鉗(又稱管壓鉗)上,鋸割過程中要始終保持鋸條與管中心線垂直,若發現鋸口歪斜,可將鋸弓反方向偏移,待鋸縫回復原線后再扶正鋸弓繼續鋸割,鋸割較大的塑料盲溝管時可適當地向鋸口處滴入機油以減少摩擦力。為切割斷面與鍍鋅管中心線垂直,鋸割前需沿垂直于鍍鋅管中心線方向,先用樣板劃好鍍鋅管切斷線。后需要注意的是:快要鋸斷時,鋸割速度要減緩,力度要小,必須用鋸斷的方式而不能剩余一些用折斷來代替鋸割,以免塑料盲溝管變形而影響螺紋的套制及安裝質量。