


想要更直觀地了解滾壓管_航磨管加工廠產(chǎn)品參數(shù)產(chǎn)品嗎??產(chǎn)品視頻,帶你走進(jìn)產(chǎn)品世界
以下是:滾壓管_航磨管加工廠產(chǎn)品參數(shù)的圖文介紹
品參數(shù)")
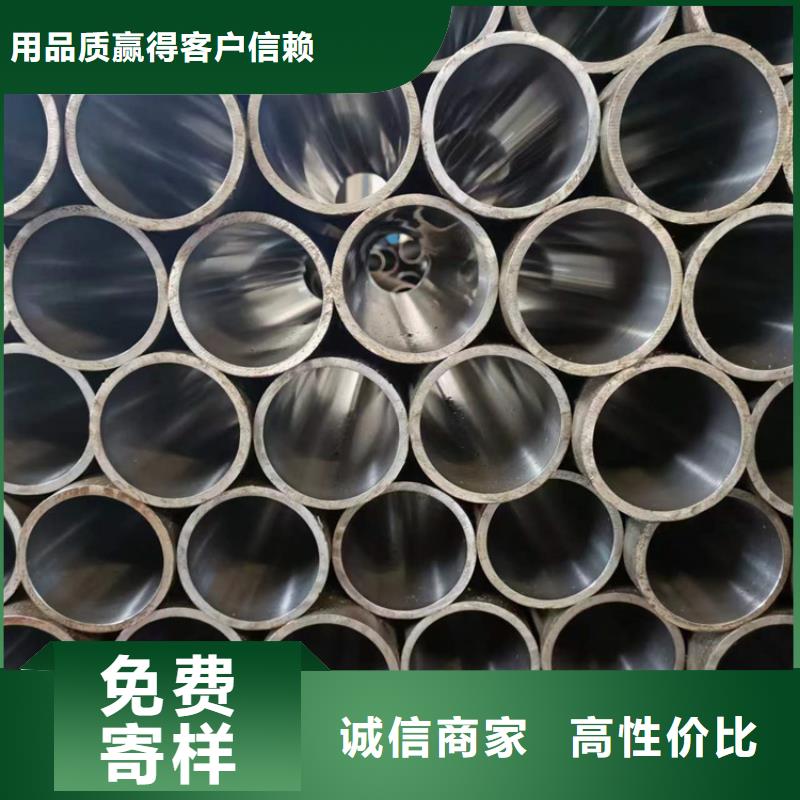
珩磨管油缸管絎磨管 冷拔油缸管的特性:
1.較小的外徑。
2.精度高,可做小批量生產(chǎn)
3.冷拔產(chǎn)品精度高,表面質(zhì)量好。
4.鋼管的橫截面積比較復(fù)雜。
5.鋼管性能較好,金屬致密。
冷拔油缸管由于表層存在殘余壓應(yīng)力,有利于封閉表面微裂紋,阻礙沖蝕擴(kuò)展。因此,可以提高絎縫管的表面耐蝕性,延緩疲勞裂紋的產(chǎn)生或擴(kuò)展,從而提高絎縫管的疲勞強(qiáng)度。通過(guò)滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內(nèi)壁的耐磨性,避免了磨削燒傷。軋制后,表面粗糙度的降低可以改善匹配性能。軋制是一種無(wú)屑加工,它利用金屬在室溫下的塑性變形,使工件表面的微小不平整度變平,從而改變工件的表面結(jié)構(gòu)、力學(xué)性能、形狀和尺寸。因此,這種方法可以同時(shí)達(dá)到精加工和強(qiáng)化兩個(gè)目的,這是磨削所不能達(dá)到的。無(wú)論采用何種加工方法,零件表面都會(huì)出現(xiàn)微小的不均勻的刀痕,并且會(huì)出現(xiàn)錯(cuò)峰錯(cuò)谷。滾壓加工原理:利用金屬在室溫下的冷塑性特點(diǎn),通過(guò)滾壓工具對(duì)工件表面施加一定的壓力,使工件表面的金屬產(chǎn)生塑性流動(dòng),填充原有的殘余槽,降低了工件的表面粗糙度。由于軋制表面金屬的塑性變形,表面組織冷硬化,晶粒變細(xì),形成致密的纖維狀,形成殘余應(yīng)力層。提高了硬度和強(qiáng)度,從而提高了工件表面的耐磨性、耐腐蝕性和相容性。軋制是一種無(wú)切削的塑性加工方法。滾壓管
品參數(shù)")
品參數(shù)")
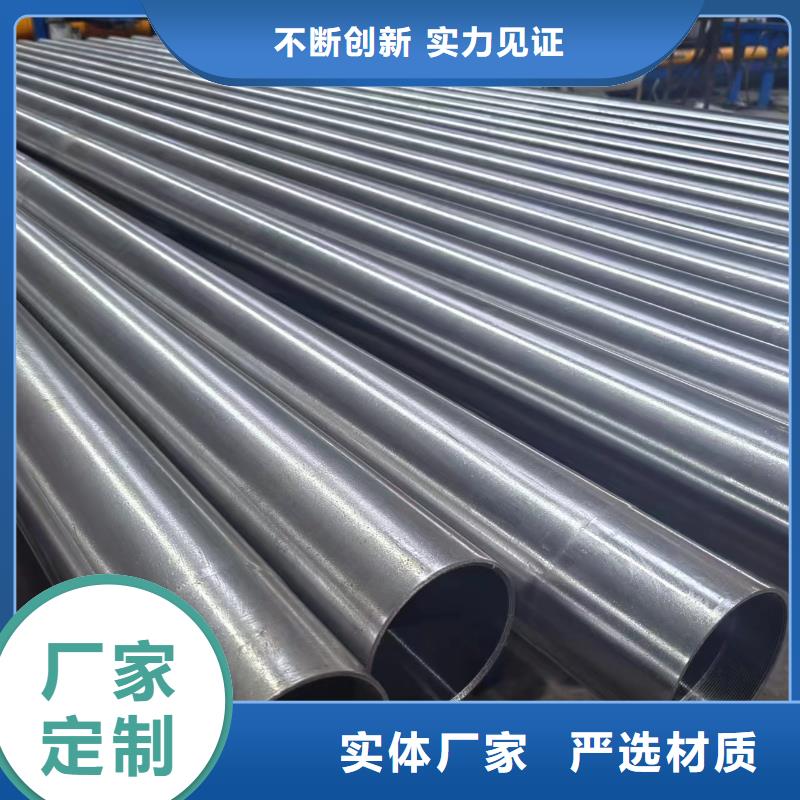
珩磨管油缸管絎磨管絎磨管是一種通過(guò)冷拔或熱軋?zhí)幚砗蟮囊环N高精密的鋼管材料。由于精密鋼管內(nèi)外壁無(wú)氧化層、承受高壓無(wú)泄漏、高精度、高光潔度、冷彎不變形、擴(kuò)口、壓扁無(wú)裂縫等有點(diǎn),所以主要用來(lái)生產(chǎn)氣動(dòng)或液壓 元件的產(chǎn)品,如氣缸或油缸,可以是無(wú)縫管。絎磨管的化學(xué)成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
油缸管采用滾壓加工,由于表面層留有表面殘余壓應(yīng)力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴(kuò)展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產(chǎn)生或擴(kuò)大,因而提高絎磨管疲勞強(qiáng)度。通過(guò)滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了絎磨管內(nèi)壁的耐磨性,同時(shí)避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質(zhì)。
滾壓加工是一種無(wú)切屑加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達(dá)到改變表層結(jié)構(gòu)、機(jī)械特性、形狀和尺寸的目的。因此這種方法可同時(shí)達(dá)到光整加工及強(qiáng)化兩種目的,是磨削無(wú)法做到的。
無(wú)論用何種加工方法加工,在零件表面總會(huì)留下微細(xì)的凸凹不平的刀痕,出現(xiàn)交錯(cuò)起伏的峰谷現(xiàn)象。滾壓管
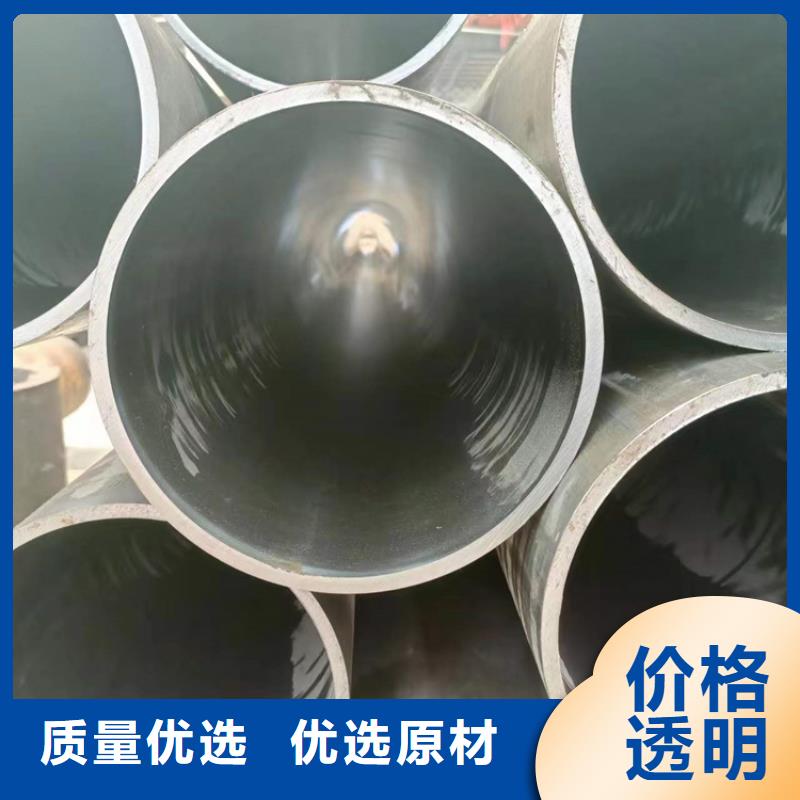
厚壁油缸管是液壓缸的主體,其內(nèi)孔一般采用鏜孔、鉸孔、滾壓或珩磨等精密加工工藝制造,使活塞及其密封件和支架滑動(dòng)順暢,以保證密封效果,減少磨損;液壓缸應(yīng)能承受較大的液壓,因此應(yīng)具有足夠的強(qiáng)度和剛度。端蓋位于氣缸的兩端,與氣缸形成封閉的油室。因此,端蓋及其連接件應(yīng)具有足夠的強(qiáng)度。在設(shè)計(jì)中不僅要考慮強(qiáng)度,還要選擇加工性能較好的結(jié)構(gòu)形式。導(dǎo)套引導(dǎo)并支撐活塞或柱塞。有些液壓缸由端蓋孔直接導(dǎo)向,沒(méi)有導(dǎo)向套。這種結(jié)構(gòu)簡(jiǎn)單,但磨損后必須更換端蓋。
品參數(shù)")
品參數(shù)")
品參數(shù)")
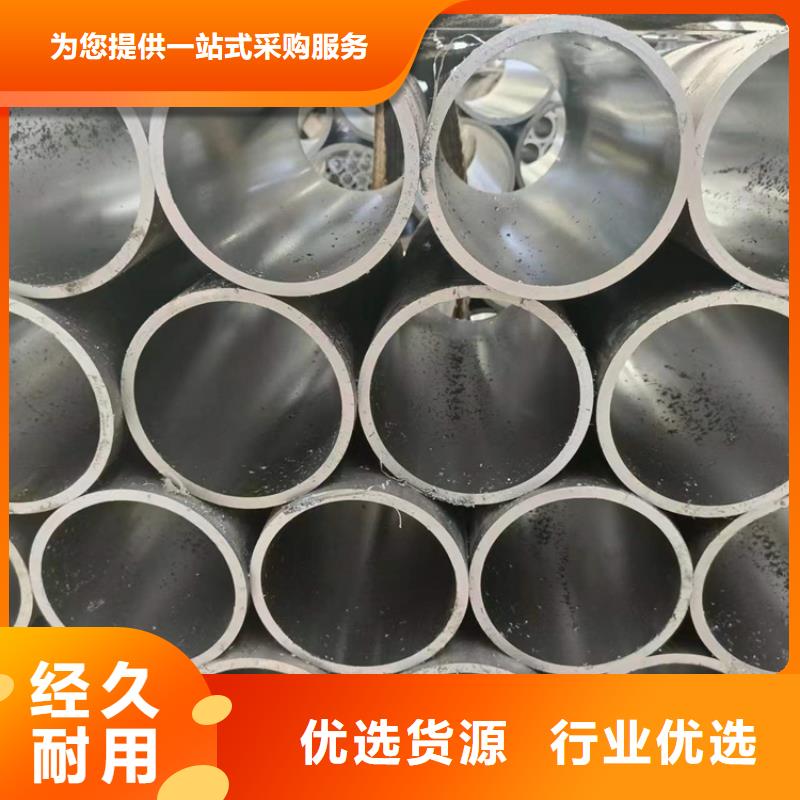
珩磨管油缸管絎磨管相關(guān)參數(shù):
可生產(chǎn)規(guī)格內(nèi)徑≥20mm,單支長(zhǎng)度12米以內(nèi),直線度0.2~0.5mm/m,內(nèi)徑公差≤0.1mm,內(nèi)孔粗糙度0.2~1.6μm。
珩磨管是用4~6根砂條組成的珩磨頭對(duì)內(nèi)孔進(jìn)行光整加工。
珩磨不但生產(chǎn)率高,并且加工精度也很高,一般尺寸精度可達(dá)IT5~I(xiàn)T6級(jí),表面粗糙度可達(dá)0.8~0.1μm,并且能修正孔的幾何形狀偏差。
近年來(lái)應(yīng)用塑料(金剛砂)混合壓制成的珩磨工,根據(jù)不同用途可壓制各種形狀,使珩磨不僅能用于加工內(nèi)孔,并能加工外圓、平面、球面及各種特形表面,如外圓表面化的珩磨工具為柱形珩輪,齒輪的珩磨工具為磨料齒輪。
滾壓管
品參數(shù)")
品參數(shù)")
品參數(shù)")
液壓機(jī)械(煙臺(tái)市分公司)始終堅(jiān)持以用戶至上,質(zhì)量至上,信譽(yù)至上,服務(wù)至上為經(jīng)營(yíng)方針,我們將以優(yōu)良的 液壓油缸管產(chǎn)品和好的服務(wù)與各界朋友真誠(chéng)合作,共圖發(fā)展,并且以優(yōu)越的條件與貢獻(xiàn)社會(huì)的理念,竭誠(chéng)歡迎廣大新老客戶來(lái)我公司視察,探討合作,我們將竭盡全力為您提供服務(wù),攜手共進(jìn),共創(chuàng)輝煌!
品參數(shù)")
品參數(shù)")
珩磨管油缸管絎磨管油缸管是經(jīng)過(guò)滾壓加工的。由于表層存在殘余壓應(yīng)力,有利于封閉表面裂紋,阻礙沖蝕擴(kuò)展。因此,可以提高絎縫管的表面耐蝕性,延緩疲勞裂紋的產(chǎn)生或擴(kuò)展,從而提高絎縫管的疲勞強(qiáng)度。通過(guò)滾壓成形,在滾壓表面形成冷加工硬化層,減少了磨削副接觸面的彈塑性變形,提高了絎縫管內(nèi)壁的耐磨性,避免了磨削燒傷。軋制后表面粗糙度值減小,改善了匹配性能。
軋制是一種無(wú)屑加工,它利用金屬在室溫下的塑性變形,使工件表面的微小不平整度變平,從而改變工件的表面結(jié)構(gòu)、力學(xué)性能、形狀和尺寸。因此,這種方法可以同時(shí)達(dá)到精加工和強(qiáng)化兩個(gè)目的,這是磨削所不能達(dá)到的。滾壓管
品參數(shù)")
品參數(shù)")
點(diǎn)擊查看液壓機(jī)械(煙臺(tái)市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
