


鋼筋籠滾籠機、壓平滾焊時的搭接量比一般滾焊時要小得多,約為板厚的1~1.5倍,焊接的同時壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應全部覆蓋接頭的搭接部分,焊接時要使用較大的焊接壓力和連續的電流。3、為了節省金屬,減輕重量,減小焊接結構的變形,并疲勞強度,可采用以箔帶做墊片的對接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。 鋼筋籠繞筋機通過兩個鋼筋場對比情況,人工繞筋一節12米的籠子需要4人3個小時以上的工作量;而通過使用繞筋機,只需要 安排一個機器操作手,一個電焊工人,從準備到結束只需要40分鐘到1個小時的時間就能快速地完成一節籠子的繞筋。
鋼筋籠滾籠機一。鋼筋籠制作人員配置及效率1、人員配置:正常情況下,3-5人一班,即可作業。 1 變換規格調節滑塊位置時,一定要確認螺栓已緊固,以免焊接過程中滑塊飛出,造成事故。2 當設備運行出現異常時,應立即停車檢查故障原因所在,待故障排除之后在重新起車焊接。GJL3000型鋼筋籠成型機主機是采用傳動原理---即鋼筋籠平置于2組橡膠動力托輥之間轉動,小車載著線材平行于主機勻速行進,產生螺旋狀繞筋,中施焊(亦可快速纏繞后施焊或綁扎)直至完成生產全。 二。由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了吊裝時間。在維修或調整設備(包括調節行程開關及接近開關位置)應將設備的所有電源全 部切斷,方可進行調節或維修,嚴禁在設備帶電狀態下進行調整。 設備通電啟動前必須確保所有人員應遠離設備(包括環筋的供筋系統,不得 跨越以免發生危險)
 <德州>建貿機械設備有限公司
<德州>建貿機械設備有限公司
鋼筋籠滾籠機箍筋是如何進行的數控機床灌注樁全自動繞筋機歸屬于這種對建筑鋼筋坎坷機合理布局的改進。鋼筋彎箍密秘設備在平整綿軟的路面上,設備載重架時載重架料槽的正中間要看準導向性筒、調直筒型、下切刀孔或裁切傳動齒輪槽的中間線,并堅持不懈豎直,設備好后必不可少自我反思電氣設備線路和整個設備有木有損壞,機械設備的對接件可否可以信賴,各傳動系統單位可否機動性,確定準確無誤側后方可終止試運轉。滾龍機箍筋是如何進行的灌注樁應在硬底化后場土里,并鋪裝木枕開展制做,制好后的建筑鋼筋框架應整平墊放,灌注樁生產加工規定選用磨具規范化制做。灌注樁應每過1~2m設定臨時性十字線加勁撐,防止形變;箍肋應建在主筋的里側,環狀筋在主筋的兩側,并同主筋開展碰焊而并不是捆扎
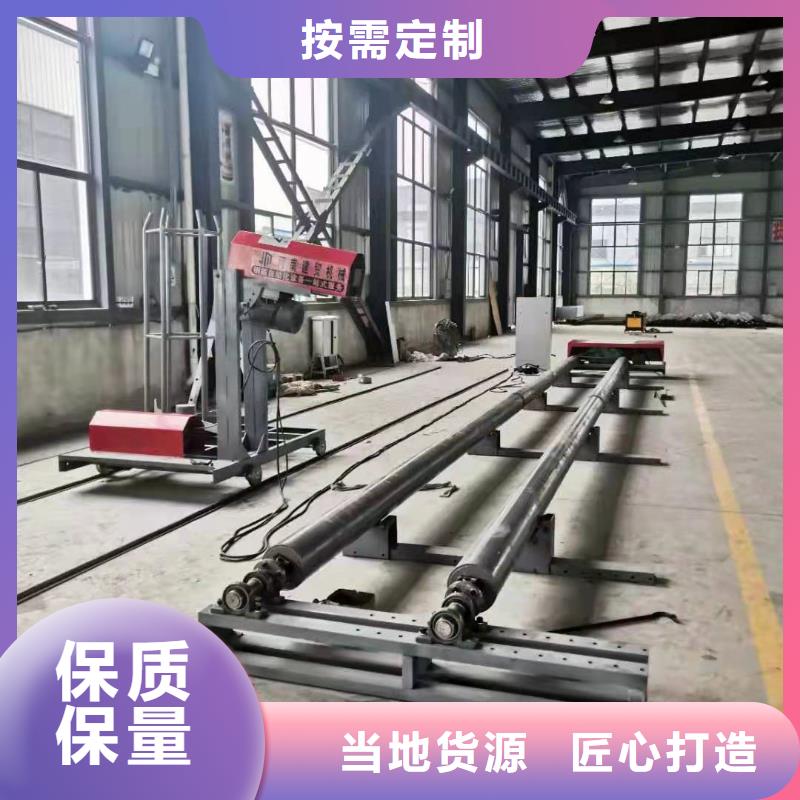
 德州鋼筋籠滾籠焊機優質廠家
<德州>建貿機械設備有限公司
德州鋼筋籠滾籠焊機優質廠家
<德州>建貿機械設備有限公司
鋼筋籠滾籠機操作規程 鋼筋籠生產線是多工序、工步同時合生產鋼筋籠專業設施,要求所有參與人員必須做到; 1;生產線操作人員必須熟悉本機生產全部工藝 2;生產線工作期間不允許非生產人員機械、工件。 3;生產前調試好各機械、部件及。試運行各動、自動功能 4;骨架成后繞筋單人操作,其余人員均為輔助,禁止疲勞、酒后操作,機器運轉時禁止抓、握工件。 5;生產中隨時處理物件及流動人員,保障生產。 6;設備上拼裝骨架,工件時采點動,避免連續轉動。 7;繞筋成后必須斷開繞筋,推開小車給鋼筋籠料讓路 8;機械進行、更換機件、時不得開動機器 9;成機機械須有良好保護接地和接零,不允許機器帶病工作,保障機械設備始終處于良好工作狀態。 10;工作完畢、停工期間清理場地、斷開電源、主件遮蓋。
 jmc
jmc