


云海旭金屬材料有限公司
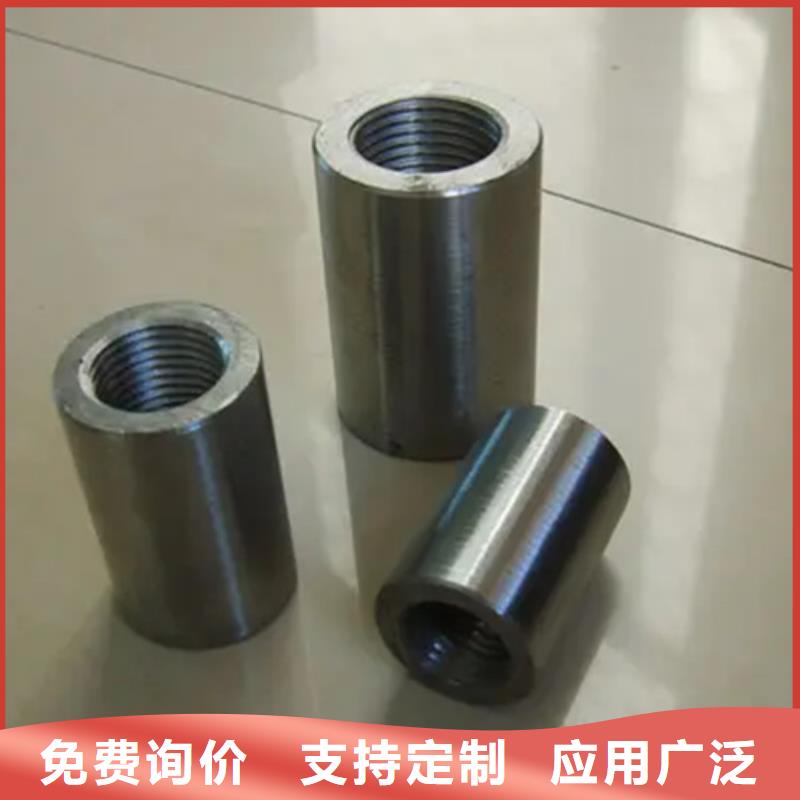
鋼筋套筒端面平頭:平頭的目的是讓鋼筋端面與母材軸線方向垂直,宣采用砂輪切割機或其他專用切斷設備,嚴禁氣割。2、剝肋滾壓螺紋:使用鋼筋剝肋滾壓直螺紋機將待連接鋼筋的端頭加工成螺紋。3、絲頭質量檢驗:操作者對加工的絲頭進行的質量檢驗。4、帶帽保護:用專用的鋼筋絲頭保護帽或連接套筒將鋼筋絲頭進行保護,防止螺紋被磕碰或被污物污染。5、絲頭質量抽檢:對自檢合格的絲頭進行的抽樣檢驗。6、存放待用:按規格型號及類型進行分類碼放.
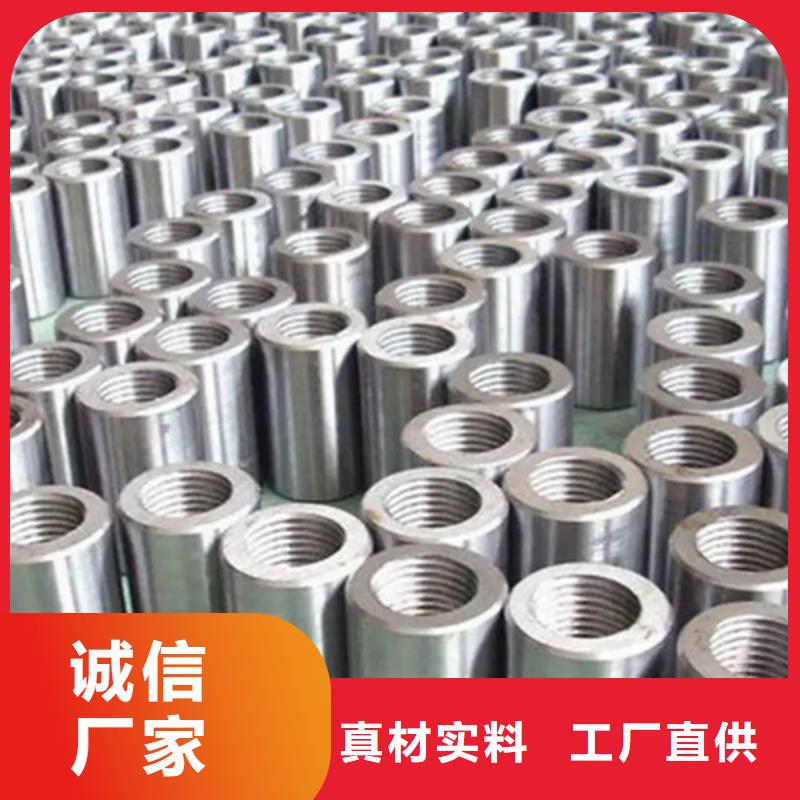
 菏澤鋼筋連接套筒廠家設備齊全
菏澤鋼筋連接套筒廠家設備齊全
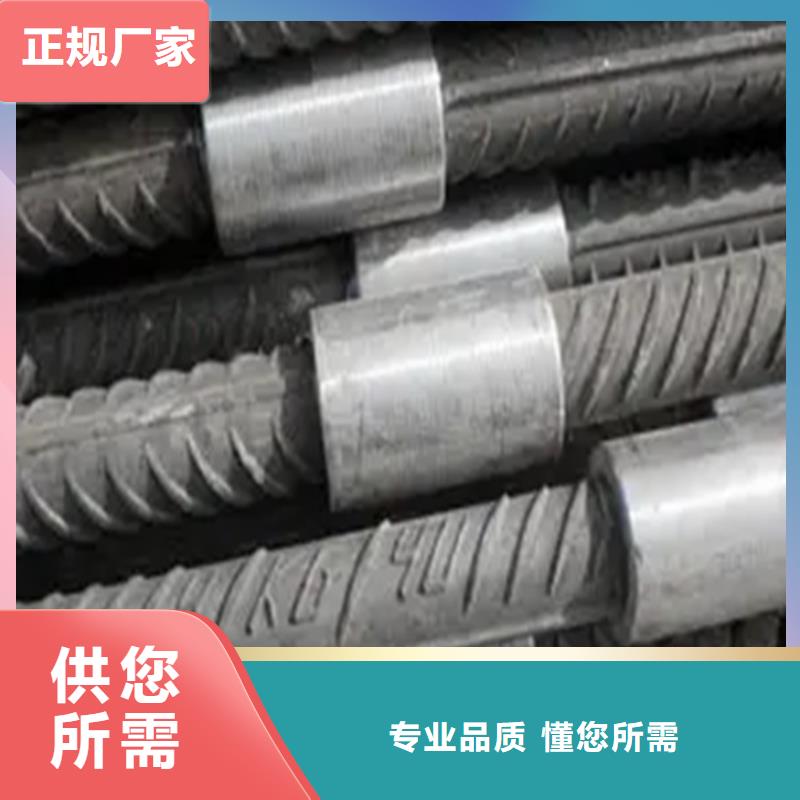
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。


鋼筋套筒發生松動的問題應該怎么處理呢?一、鉚接沖床鎖定:擰緊后運用紅色斑駁,焊接,粘接等辦法,失去了螺紋副的運動副功用不能被刪除,并銜接到銜接。這種辦法的缺點是只運用一次,螺栓桿和去除是非常困難的,你一定要銷毀副方可拆卸的螺栓。二、構建鎖定:其結構是運用雙螺桿,即向下螺紋鎖定模式。三、沖突鎖定:這是比較廣泛運用的作為鎖定裝置,以這種方法,則不會生成,可以避免與不斷改變的外部正壓的一對螺紋之間的相對旋轉發生的沖突螺釘對。這種積極的壓力由兩個副軸向或一起完成夾緊螺釘。

