





泰州異型管變形主要是焊縫收縮力大于母材強度造成的。
【1】泰州異型管只有單面一條焊縫的,采用從中部開始分段退焊,即:第二段焊縫收弧在 段起弧處。
【2】泰州異型管采取較小的焊接線能量,(焊接線能量與電流大小成正比,而與焊接速度成反),即:用較小焊接電流、較快的焊速。
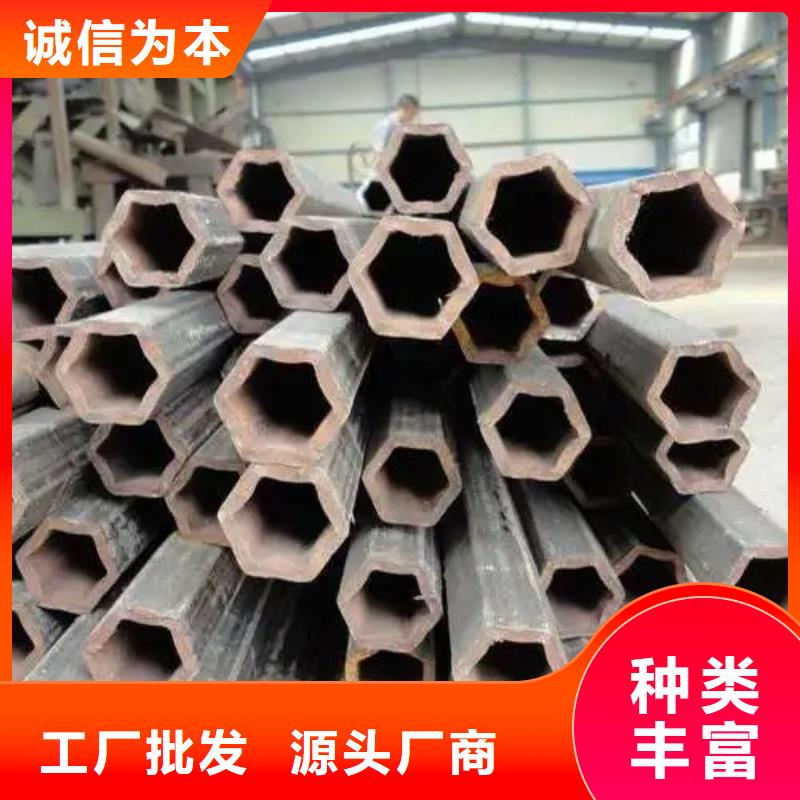
【3】泰州異型管有對稱的兩條、四條焊縫的,從一端開始焊,采用對稱越前法兩條交錯焊。比方: 次焊150mm長仃止,再焊對稱方300mm,越過前面150mm,隨后每次焊300mm,就每次越過150mm了。 異型管是帶鋼經過工藝處理卷制而成。一般是把帶鋼經過拆包異型鋼管制成方形管然后剪切成需要長度。一般是50根每包。又名方形和矩形冷彎空心型鋼,簡稱方管和矩管,代號分別為F和J1、鍍鋅方矩管壁厚的允許偏差,當壁厚不大于10mm時不得超過公稱壁厚的正負10%,當壁厚大于10mm時為壁厚的正負8%,彎角及焊縫區域壁厚除外。2、鍍鋅方矩管的彎曲度每米不得大于2mm,異型鋼管長度的0.15%。3、鍍鋅方矩管的通常交貨長度為4000mm-12000mm,以6000mm和12000mm居多。方矩管允許交付不小于異型鋼管產品,也可以接口管形式交貨,但需方在使用時應將接口管切除。短尺和非定尺產品的重量不超過總交貨量的5%,對于理論重量大于20kg/m的方矩管應不超過總交貨量的11%。
泰州異型管焊接時,鎢極從氣體噴嘴突出的長度,以4-5mm為佳,在角焊等遮蔽性差的地方是2-3mm,在開槽深的地方是5-6mm,噴嘴至工作的距離一般不超過15mm。
泰州異型管焊接電弧長度,焊接普通鋼時,以2-4mm為佳,而焊接不銹鋼時,以1-3mm為佳,過長則保護效果不好。
泰州異型管為使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80-85°角填充焊絲與異型管表面夾角應盡可能地小,一般為10°左右。
泰州異型管焊接容易受到風的影響,有時微風而產生氣孔,所以風速在0.5m/sec以上的地方,都應當采取防風措施。
保護氣體一般為二氧化碳氣體,氣體流量以20-25L/min較適宜。
泰州異型管采用垂直外特性的電源,直流時采用正極性,焊絲接負極。
泰州異型管為防止異型管焊接氣孔之出現,焊接部位如有鐵銹、油污等務必清理干凈。
泰州異型管焊嘴與異型管間的距離以15-25mm為宜。
每道次施加一定的壓下量,將坯料軋成所需規格形狀和尺寸的產品。在軋件的翼緣部位,泰州異型管由于水平輥側面與軋件之間有滑動,軋輥的磨損比較大。為了保證重車后的軋輥能恢復原來的形狀,應使粗軋機組上下水平輥的側面以及與其相對應的立輥表面呈3°~8°的傾角。
泰州異型管成品,根據零件所生產形狀,生產部門根據成形工藝規程與機械零件圖進行零件制造,然后進行裝配。通常不能欣蘇設計圖直接進行成形加工,而應根據設計圖繪制出制造圖,再按制造圖進行成形加工達。
由于設計圖繪制出的是零件成形加工完成后的終狀態圖,泰州異型管而制造圖則是表示在制造過于某一工序完成時工件的狀態,兩者是有差異的。因此,在加工時需要根據制造圖準備合退余局坯料,并進行預定的成形加工。準備好金屬材料后,用禱造、鍛造、機械加工、熱處理等不同的成形加工方法膨翻工。零件成形加工完成后再裝配成部件或整機。首先發生陽極溶解的原理進行拋光的一種電化學加工,又稱為電拋光。電化學拋光時表面上形成一層薄厚不均的粘性薄膜,此薄膜具有很高的電阻,可以避免試件過渡腐蝕。
根據泰州異型管廠家的拉伸強度和原始標本截面積估計的 負荷,配置相應的擺錘,選擇合適的測力度盤;
泰州異型管開始試機,使表上升約10mm,為了重量板凳系統的影響。倡議旨在調整指針為零,主動驅動的指針和指針靠攏,先將無縫異型管樣品裝夾在上夾頭內,再將下夾頭移動到合適的夾持位置, 夾緊試件下端;
啟動試驗機,加載緩慢而均勻地旋轉仔細觀察指針和策劃力測量繪圖設備的圖形。注意捕獲的屈服載荷值,計算其屈服點應力的記錄。在屈服階段,加載速度可以更快。泰州異型管將達到 遵守“縮頸”的現象。試樣斷裂立即停止,記錄的 負荷值;
取下泰州異型管拉伸標本、記錄紙;
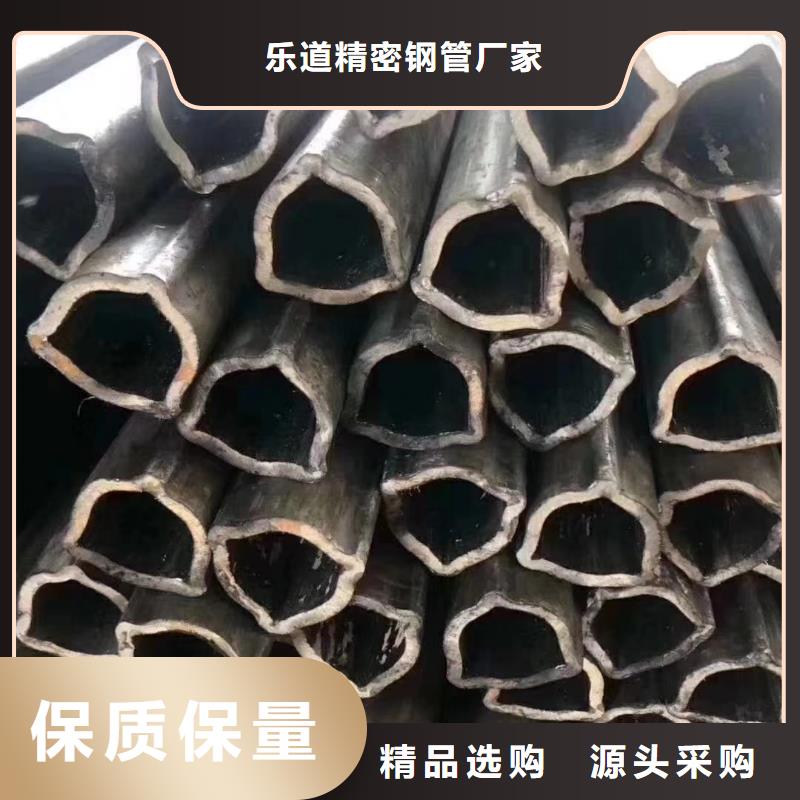
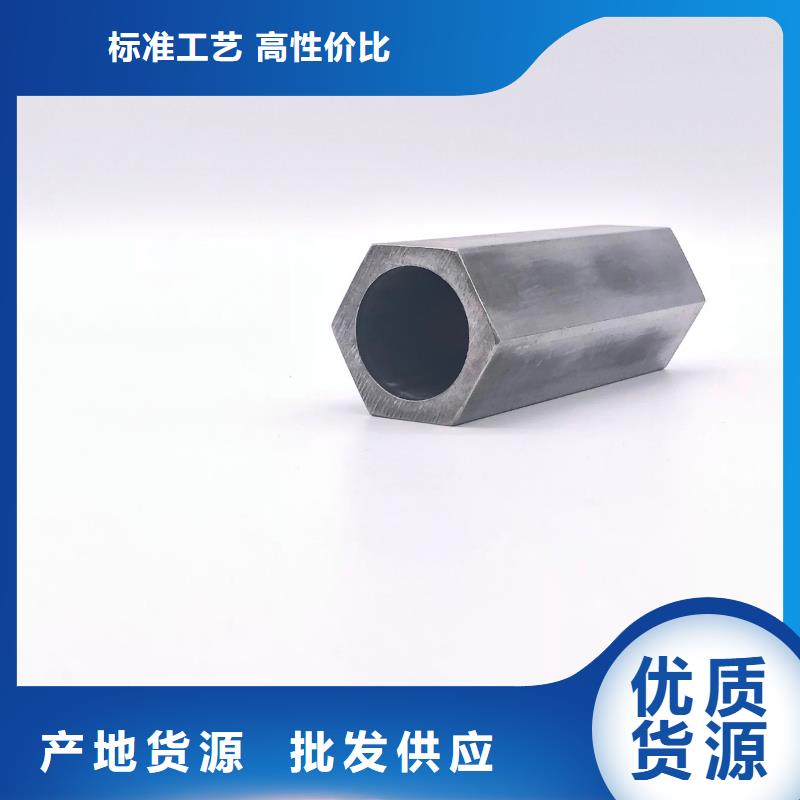
泰州異型管是一種具有中空截面的四周沒有接縫的長條鋼材。鋼管具有中空截面,它大量的用作輸送流體的管道,比如輸送天然氣、石油、煤氣、水以及某些的固體物料的管道等。異型管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,異形鋼管的重量較輕,是一種經濟截面的鋼材,廣泛用于制造結構件和機械的零件,比如:石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等等。
