

想要知道鍍鋅管_09CuPCrNi-A鋼管生產廠家專業生產設備產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:鍍鋅管_09CuPCrNi-A鋼管生產廠家專業生產設備的圖文介紹


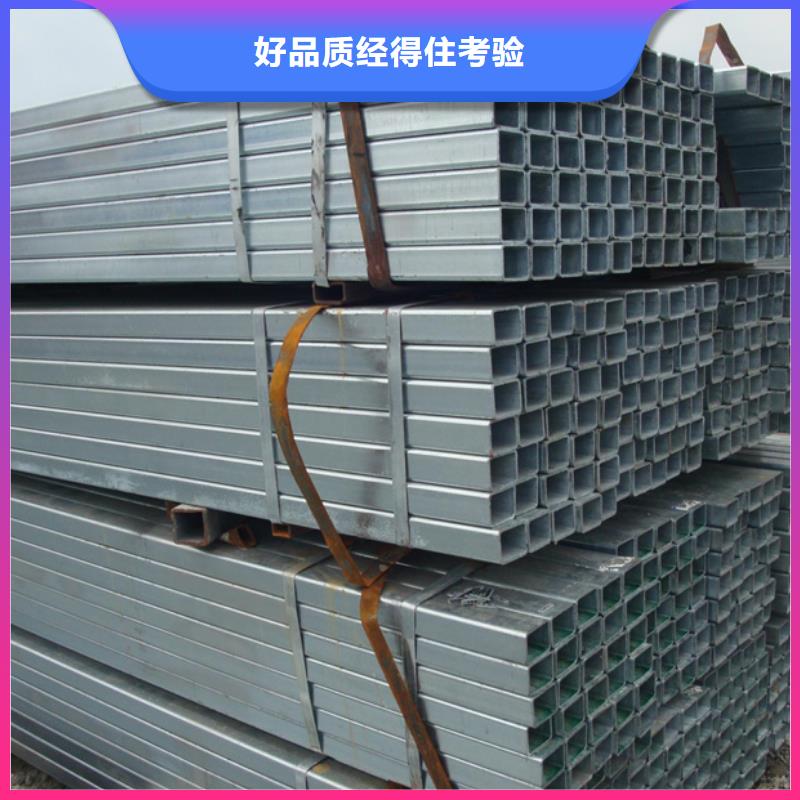
江蘇淮安鍍鋅管加工工藝涂層加工工藝與涂層的質量密切相關。規定涂布輥、涂料輥、計量輥與印版的相對線速比應控制在一定范圍內。應根據不同的管理制度和涂層材料。根據安裝產品的膜厚,為建筑涂料設定一定的粘度范圍,保證涂料的順利發展,促進產品質量的提高。建筑涂料的干燥固化過程,烘箱操作必須按要求控制,不能隨意改變,否則會嚴重影響鍍鋅無縫管涂料產品的偏色和特性。 江蘇淮安16mn鍍鋅焊管因其優異的抗壓強度和耐久力而成為流行的管件,但不必立即應用。 只需在使用前適度調整管件的狀況,以確保其能夠正常工作。 其中,拋光處理是比較關鍵的一環,可以提高管件的實用效果。 研磨拋光是通過對原材料表層進行鉆孔和塑性變形以去除研磨拋光后的凸部而獲得光滑表面的一種研磨拋光方法。 一般采用油石條、毛輪、磨砂紙等,手工制作的龍頭,獨特的零件,例如在旋轉體表面,可以使用轉臺等輔助軟件,超 對工藝性能要求高的可采用精磨拋光法。 超細研磨拋光是一種特制的模具。



另外,江蘇淮安16mn鍍鋅方管等溫工藝時間的長短應根據江蘇淮安鍍鋅方管結構更換的完成情況而定。 時間過長會降低工作效率,所以要認真完成。部分進行等溫淬火的江蘇淮安鍍鋅方管不進行淬火處理。但對于部分經過終熱處理的產品工件,其內部的殘余馬氏體在隨后的空冷過程中可能會轉變為奧氏體,因此需要進行淬火固溶,目的是為了去除延展性和為了 光滑的尺子,必須注意淬火溫度應低于等溫工藝溫度。 江蘇淮安鍍鋅管熱如何勻稱制冷呢?熱是制造中比較常見的原材料,對日常生活也有很大的幫助。其中,熱厚壁不均勻,冷卻不均勻。這個問題也有自己的解決方案。我們來說說厚壁怎么均勻冷卻?這種不對稱性現在可用于改善管的前端和后端,具體取決于條帶的選擇。 沿其整個寬度屏蔽器件可改善邊緣溫度不均勻性。此外,輸送輥的傾角不易立即影響管體的對稱冷卻,傾角的變化是影響熱通過的關鍵因素。



目前公司員工200多人,其中擁有一支【江蘇淮安09CuPCrNiA角鋼】經驗豐富的專業研發、生產管理與高素質的專業銷售團隊,擁有8000平米的標準廠房。經過多年努力拼搏,不斷進取,公司持續的穩步發展,市場占有率逐步提高,企業規模不斷擴大。 品牌建設是蘇滬金屬制品有限公司的重要核心戰略。我們在【江蘇淮安09CuPCrNiA角鋼】產品各個環節嚴格把控質量關,核心原材料在工藝流程上對每個出廠產品嚴格執行5步品質檢測制度,確保【江蘇淮安09CuPCrNiA角鋼】產品的品質及性能。


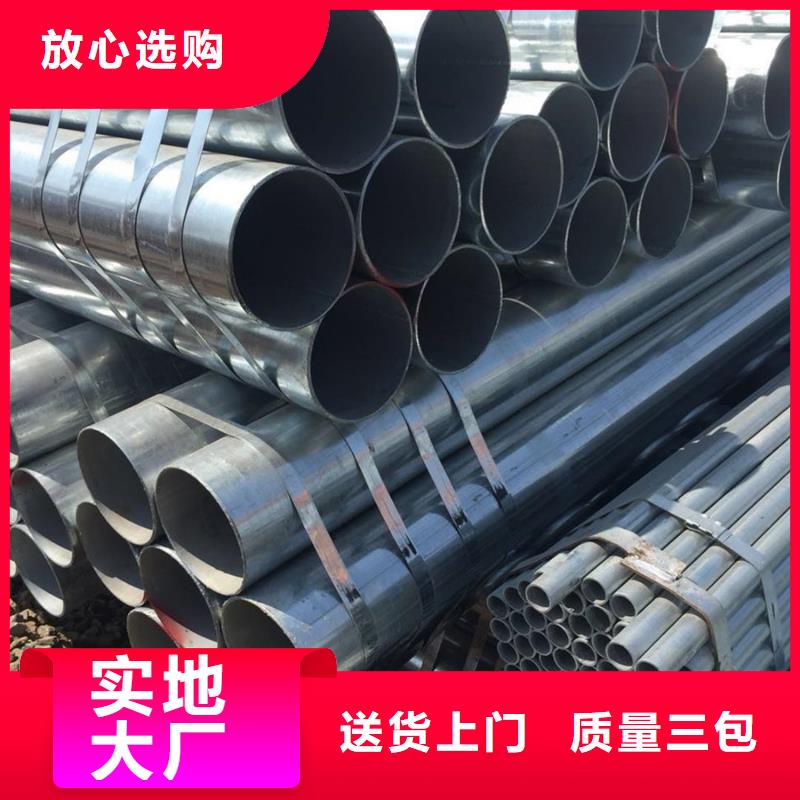
江蘇淮安熱鍍鋅管的選擇應考慮實際操作規范,如手動或自動操作,面板機的特點和類型,以及約束原材料的質量要求,如強度和光澤度。此外,在選擇熱鍍鋅鋼管的有效厚度時,要了解其使用時間、質量和彎曲應變,還要考慮板材在工作壓力下的抗拉強度要求;傳熱特性;工作壓力的普遍性,螺母的規格。如果熱鍍鋅鋼管不夠厚,很容易彎曲。 如果厚度很大,江蘇淮安熱鍍鋅鋼管過重,不僅會增加熱鍍鋅鋼管的成本,還會繼續給實際操作造成不必要的困難。此外,還應考慮熱鍍鋅鋼管的生產量或使用量。沒有均勻的厚度,但同一熱鍍鋅鋼管的厚度應盡可能均勻。一般來說,中型鋼管的厚度公差在0.05-0.15mm之間。如果要求太嚴格,切割成本就會增加。一般是結構熱鍍鋅鋼管,抗拉強度和強度都比較強,抗工業設備損壞的專業能力高,使用壽命長,但研磨拋光的生產成本也比較高。一種是有機化學著色法,利用特殊的有機化學有機溶液進行氧化,在熱鍍鋅鋼管表面形成一層彩色薄膜。重鉻氧化物法、混合醋酸法、橡膠材料法。包括pH氧化和部分堿氧化。



江蘇淮安熱鍍鋅管焊接內開口時, 層至第三層必須小規格操作,因為其焊接是影響焊接變形的首要原因。 焊接一到三層后,清潔反面。 應用碳弧氣刨去除根部后,需要對焊縫進行機械設備打磨拋光,梳理焊縫表面進行滲氮處理,露出金屬織構,防止表面碳化樂觀而產生裂紋 . 外口要焊一次,內口會有一些余料。焊接第二層鍍鋅無縫管時,焊接方向應與 層相反,以此類推。 華爾鋼熱鍍鋅鋼管每層焊接接頭應間隔15-20mm。焊接鍍鋅無縫管時,兩名焊工的焊接電流、焊接速度和焊接疊數應保持一致。 焊接時,焊接應從起弧板開始,在起弧結束板上結束。焊接后切斷并打磨和拋光清潔。 焊后熱處理:熱處理工藝應在焊縫焊好后12小時內進行。 如果不能立即進行熱處理工藝,應采用保溫、緩冷等方法。 調質處理完畢后,應使用兩個熱電阻測溫,將熱電阻焊在焊縫的兩側。
