45#異型鋼管訂單切割
更新時(shí)間: 2025-01-30 09:28:24 瀏覽次數(shù):4
以下是:45#異型鋼管訂單切割的產(chǎn)品參數(shù)
| 產(chǎn)品參數(shù) |
|---|
| 產(chǎn)品價(jià)格 | 4800元 |
|---|
| 發(fā)貨期限 | 2天 |
|---|
| 供貨總量 | 1000 |
|---|
| 運(yùn)費(fèi)說明 | 物流 |
|---|
| 最小起訂 | 1噸 |
|---|
| 質(zhì)量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產(chǎn)品材質(zhì) | 10#、20#、35#、45#、20cr、40Cr、20CrMo﹑16mn﹑27simn |
|---|
| 產(chǎn)品品牌 | 樂道 |
|---|
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
|---|
| 發(fā)貨城市 | 無錫 |
|---|
| 產(chǎn)品產(chǎn)地 | 無錫 |
|---|
| 加工定制 | 定制 |
|---|
| 產(chǎn)品型號 | 型號齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產(chǎn)品重量 | 過磅 |
|---|
| 產(chǎn)品顏色 | 金屬 |
|---|
| 質(zhì)保時(shí)間 | 一年 |
|---|
| 外形尺寸 | 方形 半圓 橢圓 拱形 |
|---|
| 適用領(lǐng)域 | 工業(yè)輸送管道以及機(jī)械結(jié)構(gòu)部件 |
|---|
| 是否進(jìn)口 | 否 |
|---|
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
|---|
| 產(chǎn)品功率 | 456 |
|---|
| 工作溫度 | 560 |
|---|
| 生產(chǎn)工藝 | 冷拔 |
|---|
| 交貨狀態(tài) | 冷軋或退火(根據(jù)客戶用途) |
|---|
| 執(zhí)行標(biāo)準(zhǔn) | GB/T3094 |
|---|
以下是:45#異型鋼管訂單切割的圖文視頻
導(dǎo)讀 45#異型鋼管訂單切割,樂道精密鋼管廠家有限公司專業(yè)從事45#異型鋼管訂單切割,聯(lián)系人:高經(jīng)理,電話:0510-83706199、13961857377,QQ:252372346,發(fā)貨地:無錫國聯(lián)金屬市場168號發(fā)貨到江蘇省 南通市 崇川區(qū)、港閘區(qū)、海安市、如東縣、啟東市、如皋市、海門區(qū),以下是45#異型鋼管訂單切割的詳細(xì)頁面。 江蘇省,南通市 南通市是歷史文化名城,自五代后周顯德三年建城,至今已有千余年。在中國近代史上,南通創(chuàng)辦了所師范學(xué)校、座博物館、所紡織學(xué)校、所刺繡學(xué)校、所戲劇學(xué)校、所特殊學(xué)校和所氣象站等諸多,史稱“中國近代城”。南通市是“精神文明南通現(xiàn)象”的發(fā)源地,是中國、江蘇省重大精神文明先進(jìn)典型多的地區(qū),連續(xù)五次獲評全國文明城市。南通市是中國年度標(biāo)志城市,被國際自然醫(yī)學(xué)會授予全球“世界長壽之都”。
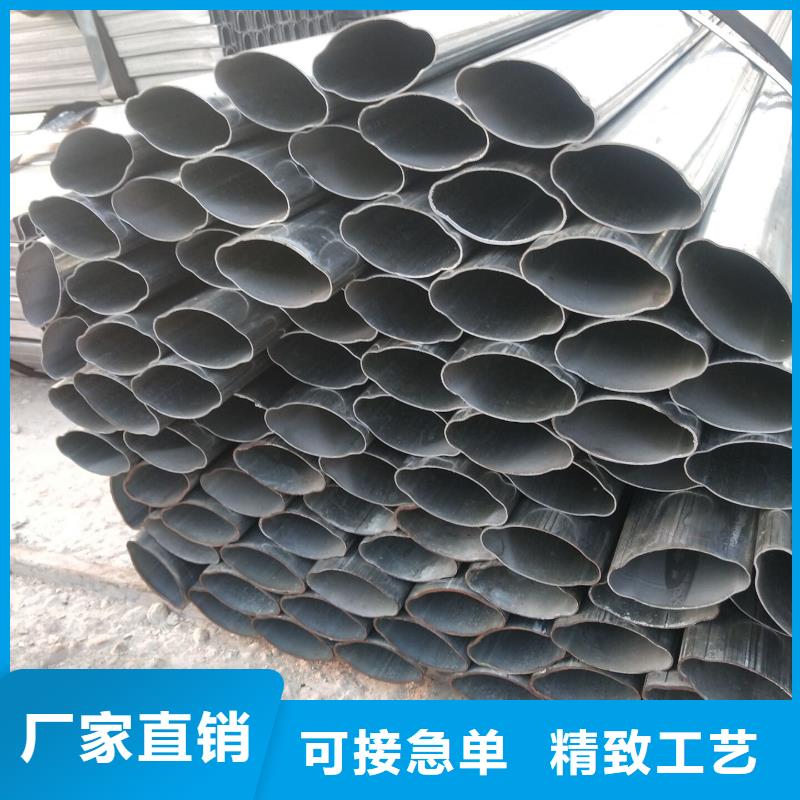
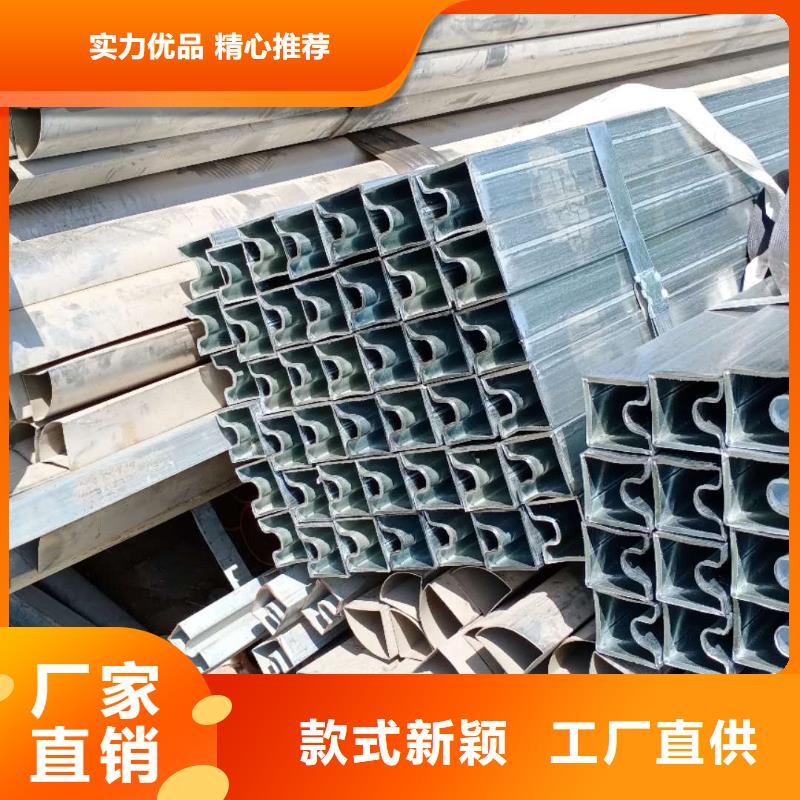
產(chǎn)品細(xì)節(jié)圖

南通異型管是帶鋼經(jīng)過工藝處理卷制而成。一般是把帶鋼經(jīng)過拆包,平整,卷曲,焊接形成圓管,再由圓管軋制成方形管然后剪切成需要長度。一般是50根每包。
南通異型管有無縫和焊縫之分,無縫異型管是將無縫圓管擠壓成型而成。
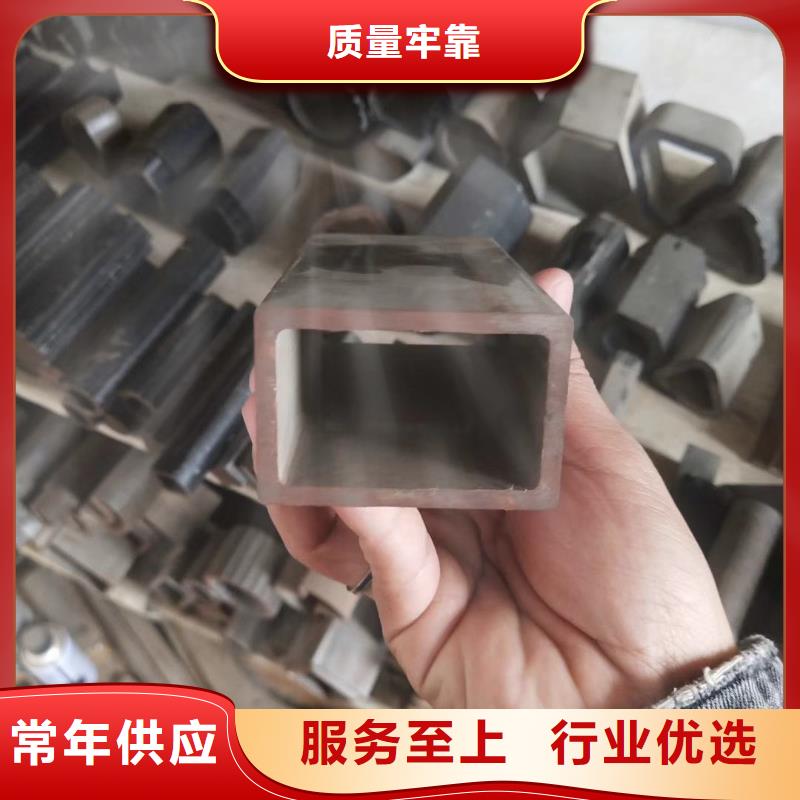
1. 南通異型管的性能指數(shù)分析-塑性
塑性是指金屬材料在載荷作用下,產(chǎn)生塑性變形( 變形)而不破壞的能力。
2. 南通異型管的性能指數(shù)分析-硬度
硬度是衡量金屬材料軟硬程度的指針。目前生產(chǎn)中測定硬度方法常用的是壓入硬度法,它是用一定幾何形狀的壓頭在一定載荷下壓入被測試的金屬材料表面,根據(jù)被壓入程度來測定其硬度值。
常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和維氏硬度(HV)等方法。
3. 南通異型管的性能指數(shù)分析-疲勞
前面所討論的強(qiáng)度、塑性、硬度都是金屬在靜載荷作用下的機(jī)械性能指針。實(shí)際上,許多機(jī)器零件都是在循環(huán)載荷下工作的,在這種條件下零件會產(chǎn)生疲勞。


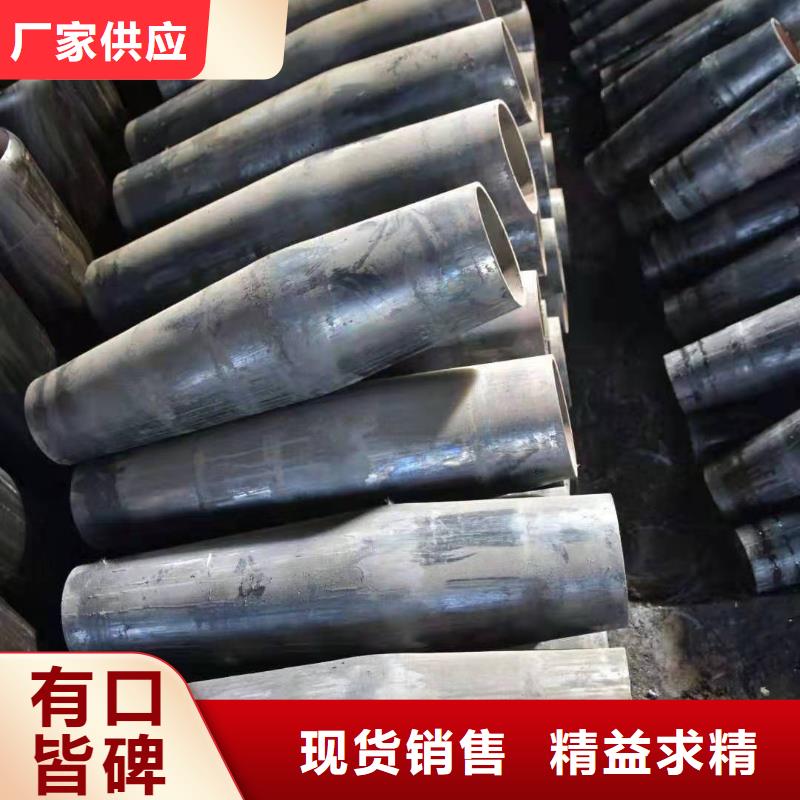
公司實(shí)力

南通異型管粗糙的研磨和機(jī)加工。研磨和機(jī)加工都會造成表面粗糙,留有凹槽,重疊和毛刺等缺陷。每種缺陷也可能使金屬表面損傷到一定深度,以至于受損傷的金屬表面無法通過酸洗,電拋光或噴丸等方法清理掉。粗糙表面能夠成為發(fā)生腐蝕和沉積生成物的發(fā)源地,橢圓管重焊前清理焊縫缺陷或多余的焊縫加強(qiáng)高都不能用粗磨進(jìn)行研磨。對后一種情況,應(yīng)再用細(xì)磨料研磨。
南通異型管焊接引弧斑痕。橢圓管焊工在金屬表面引弧時(shí),會造成表面粗糙缺陷。保護(hù)膜受損,橢圓管留下潛在的腐蝕源。焊工應(yīng)在已經(jīng)焊好的焊道上或在焊縫接頭的側(cè)邊引弧。然后將引弧痕跡熔入焊縫中。
南通異型管焊接飛濺。焊接飛濺與焊接工藝有很大關(guān)系。例如:GTAM(氣體保護(hù)鎢極電弧焊)或TIG(惰性氣體保護(hù)鎢極焊)沒有飛濺。但是,采用GMAW(氣體保護(hù)金屬電弧焊)和FCAW(帶焊劑芯的電弧焊)兩種焊接工藝時(shí)如果焊接參數(shù)使用不當(dāng)會造成大量飛濺。出現(xiàn)這種情況時(shí),必須調(diào)整參數(shù)。如果要解決焊接飛濺的問題,焊接前應(yīng)在接頭的每一邊涂上防濺劑,這樣可以飛濺物的附著力。橢圓管焊完后可以很容易地將這種防濺劑及各種飛濺物清理掉,可不損傷表面或帶來輕微損傷。
總結(jié) 今年在江蘇省南通市購買45#異型鋼管訂單切割有了新選擇,樂道精密鋼管廠家有限公司始終堅(jiān)守以用戶為中心的服務(wù)理念,將品質(zhì)作為發(fā)展的基石。廠家直銷,確保為您提供價(jià)格實(shí)惠且品質(zhì)卓越的45#異型鋼管訂單切割產(chǎn)品。如需購買或咨詢,請隨時(shí)聯(lián)系我們,聯(lián)系人:高經(jīng)理-13961857377,QQ:252372346,地址:國聯(lián)金屬市場168號。