




鋼管分為 無縫鋼管和焊接鋼管。無縫鋼管生 產過程是將實心管坯或鋼錠穿成空 心的毛管,然后再將其軋制成所要 求尺寸的鋼管。采用的穿孔和軋管 方法不同,就構成了生產無縫鋼管 的不同方法。焊接鋼管生產過程是 將管坯(鋼板或帶鋼)彎曲成管狀, 再把縫隙焊接起來成為鋼管。因采 用的成型和焊接方法不同,就構成了生產焊接鋼管的不同方法。
無縫鋼管主要用熱軋法生產。 擠壓法主要用于生產難穿孔的低塑 性高合金鋼管或異型鋼管和復合金 屬管。冷軋和冷拔法可將熱軋管繼 續加工成小直徑和薄壁的鋼管。焊接鋼管工藝過程簡單、生產 效率高、成本低、產品品種日益擴 大。無縫鋼管和焊接鋼管主要生產

冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中 厚壁無縫鋼管工藝流程衛生級鏡面管工藝流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔——酸洗——修磨——潤滑風干——焊頭——冷拔——固溶處理——酸洗—酸洗鈍化——檢驗——冷軋——去油——切頭——風干——內拋光——外拋光——檢驗—標識——成品包裝厚壁工業管工藝流程:管坯——檢驗——剝皮——檢驗——加熱——穿孔—酸洗——修蘑——潤滑風干——焊頭——冷拔——固溶處理——酸洗——酸洗鈍化——檢驗
以及一些明顯,有著突起或凹陷地方壁厚。如果大值,與小值之前,存在著超過八點差距。那就說明這個鋼管,并不是合格無縫鋼管。除此之外,我們還可以檢測一下,鋼管自身外和橢圓度。使游標卡尺,測大點和小點。
那還需要將管道,重新加熱之后,才可以重新進行加工。如果跳過了這個程序,那么管道很有可能,在加工過程中,就現裂痕,或者是斷裂情況。因為普通鋼管,只有在硬度方面,達到了一定標準。但在自身韌性方面,卻是非常大一個缺陷,這使得管道,無法承受這樣操作。
還有就是在地下管道輸送、蓋樓時抽取地下水、鍋爐熱水輸送等各個地方都能看到我們無縫鋼管身影。正是因為無縫鋼管高質量不斷得到大家認可。我們無縫鋼管也為樓房更加穩固不斷改善,不斷進步。絡搜索發現,該實際來源可能是外省某現場,但其真正來源仍尚待追查。
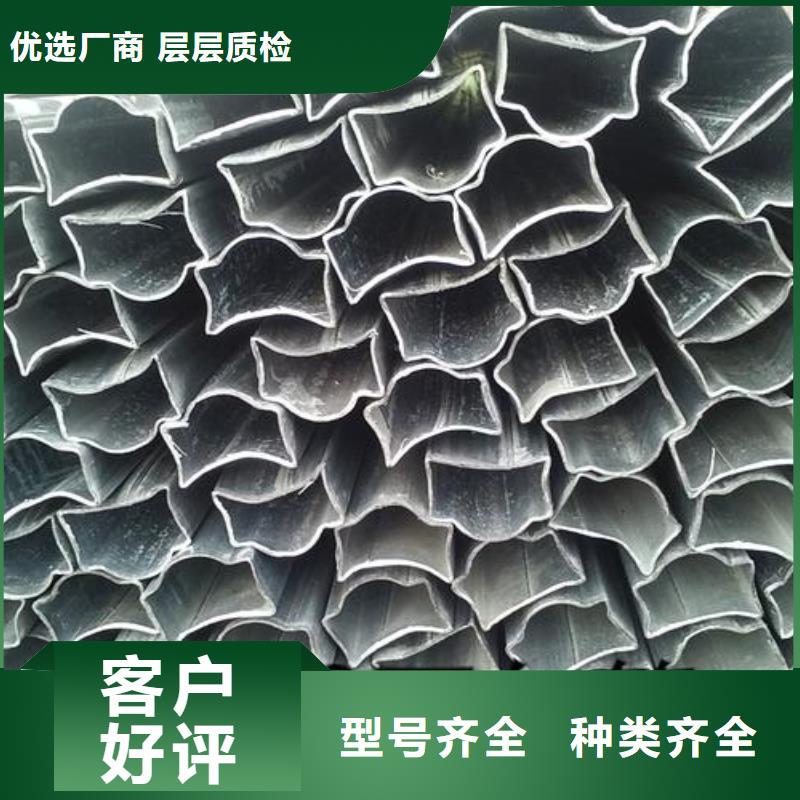
山東冷拔無縫鋼管更加具備優勢:外更小。精度高可做小批量生冷拔(軋)無縫鋼管精度高,表面質量好冷拔無縫鋼管橫面積更復雜。
