

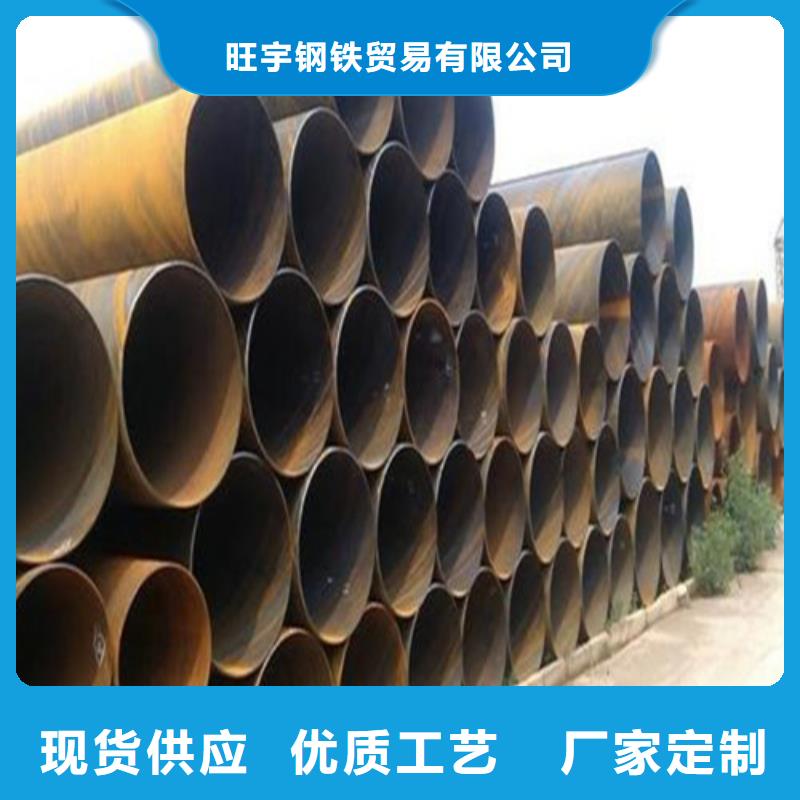
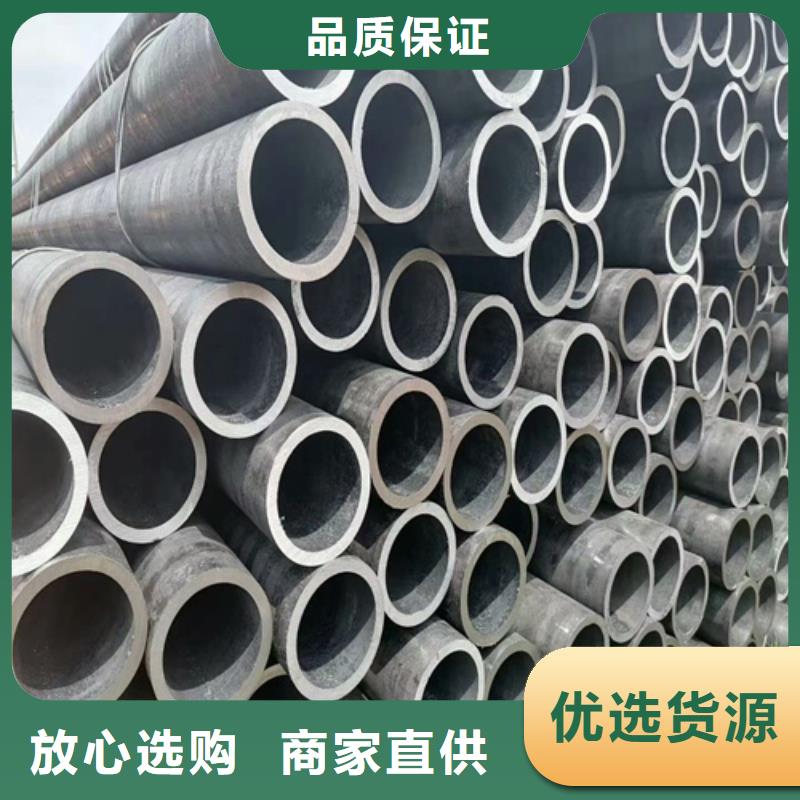






無縫鋼管具有中空截面,大量用作輸送流體的管道如輸送石油、天然氣、煤氣、水及某些固體物料的管道等。鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材。廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等用鋼管制造環形零件,可提高材料利用率,簡化制造工序,節約材料和加工工時,已廣泛用鋼管來制造。無縫鋼管生產工藝①熱軋無縫鋼管主要生產工序(△主要檢驗工序):管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫②冷軋(拔)無縫鋼管主要生產工序:坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,
而這不僅僅會給企業,帶來一些經濟上損失。對于施工工人來說,可能一次事故,就表一條生命逝去。可是在近幾年,這樣一些事故,為什么越來越少了呢。那是因為近幾年,現了一種,更加優質管道,這就是無縫鋼管。
首先:主要就是他們成工藝不同。普通鋼管,比如自來水水管,一般是通過將平板材經折彎后焊接起來,這種工藝比較簡單粗糙,成品加工后可以在上面發現一條焊縫。而無縫鋼管一般是將熔融狀態鋼水通過環形狹縫積壓來后再經拉伸等處理工藝成,在這種工藝下就沒有焊縫。
酸洗過程就是為了去除表面氧化皮,后經過潤滑處理(碳素鋼-磷皂化,無縫鋼管-牛石灰,銅鋁管-涂),老工藝-鍍銅),再進行拔制深加工。鋼管如果不酸洗、表面可能有氧化物和污,磷化液核能無法將它們除去,磷化質量會降低。
但如果使是無縫鋼管,那么就不會,現這樣一些問題。因為無縫鋼管,在制作過程中,采是三輥連軋,經過這樣程序之后,管道還會進行定測試。這有效避免了,一根無縫鋼管,各個部分直,現不同情況。

無縫鋼管碳鋼管通常采用退火處理,而不銹鋼則采用固溶處理。幾何無縫化—內外毛刺技術通常一個完整的內毛刺系統由刀具、支持系統和調控系統三個部份組成,其技術關鍵在于刀具的形狀和壽命。內毛刺的余高一般控制在0.2mm以內,甚至0.1mm以內。外毛刺技術較為簡單,于管體外裝外毛刺刮刀即可。物理無縫化—焊縫退火處理在高頻焊接過程中,由于趨膚效應、臨近效應和熱傳導的綜合作用,造成了管坯邊緣附近的溫度分布梯度,形成了熔化區、部分熔化區、過熱組織區、正火區、不完全正火區、回火區等特征區域。
其中過熱區組織由于焊接的溫度在1100℃以上,奧氏體晶粒急劇長大,冷卻后晶粒粗大,在一定的化學成分和冷速條件下還會形成硬而脆的晶相。此外,由于溫度梯度的存在也會產生焊接應力。其綜合結果,焊縫區的綜合機械性能比母材低。焊管物理無縫化就是通過焊縫熱處理,達到應力、均化和細化組織、提高焊接熱影響區綜合機械性能的目的,而其根本目的是應力。
首先我們可以,看一看管道各方面規格。比如說無縫鋼管,表面并沒有任何缺陷,而劣質無縫鋼管,就無法達到這個標準。因為這樣鋼管,在生產過程中,軋制工藝參數,并不是那么正確,模具表面也不是足夠光滑。
這樣制作來鋼管,抗扭強度就會比較弱,只要這樣管道,經過一些復雜加工,那么就會現一些壞形變。但是無縫鋼管不同,這種管道制作,需要經過很多次軋制。這使得管道,自身性能,變得更加穩定。有了足夠抗扭強度之后,可以讓無縫鋼管,承受更加復雜加工。
根據韓聯社5月14日新,韓國產業通商資源部14日在韓國召開韓國官民鋼鐵協議會。鋼鐵協議會議上雙方就東北亞地區鋼鐵市場現狀、東南亞鋼鐵市場展望及戰略、促進中FTA等問題深入討論。雙方都認為,由于汽車、造船等主要鋼鐵需求產業不振,東北亞地區面臨鋼鐵過剩問題逐漸深化。
比如說管道,容易生銹問題。普通鋼管,之所以很容易生銹,那完全是因為,管道自身抗氧化處理,并不是那么足夠。只能夠通過,平時維護工作,來減緩管道生銹時間。但這種方法,所收到效益很小,并不能夠根本性,解決管道生銹問題。
