



使用數控鋼筋彎曲中心,建議大家每周都對設備進行一個簡單的維護,對設備進行維護可以保證設備運行流暢,也能使數控鋼筋彎曲中心更加穩(wěn)定。
。
系統(tǒng)控制改造伺服系統(tǒng)的閉環(huán)位置控制是容易的。普通電磁閥只有“通”,“斷”兩種狀態(tài),并且具有電磁機械滯后。液壓油的溫度及壓力變化影響到送料滑臺的,因此采用傳統(tǒng)的控制理論進行處理困難。為使到達目標位置前關閉送料油缸液給,使送料油缸停止時剛好在目標位置,是問題的關鍵。
對于普通帶鋸床而言,由于壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改變普通帶鋸床下料長度時,由于需送料長度標尺,操作也繁瑣。
鋸條性能的差異,好對鋸條的速度和鋸削速度能實時自動。比如,當鋸條彎曲達到系統(tǒng)的一定閥域值時,系統(tǒng)就速度自適應或關閉進給。這需要在原有普通帶鋸床的基礎作較大的改動,如改變原有的液壓單元,鋸條彎曲器等。在原普通鋸裝配光柵尺進行位置測量,原液壓系統(tǒng)不變。控制系統(tǒng)功能設計,包括料倉,儲料管理檢索,鋸件分類管理,鋸條彎曲,材料壓緊,鋸條速度,鋸削進給速度的自適應控制等。由于鋸削的材料為了能同時不改變原液壓系統(tǒng)的要求,系統(tǒng)了基于普通電磁閥的位置控制模塊

二、起動過于頻頻,應削減起動次數。
三、電動機外部接線有錯,應查看糾正。
四、立式帶鋸床切開資料所需力大,配備電動機的功率小些,負載過大。應減輕負載或換用大功率的電動機。機床有機械毛病而導致過載,應查看設備,掃除毛病。
五、環(huán)境溫度太高,應改進通風、冷卻條件或替換耐熱等級更高的電動機。
六、軸承損壞或磨損過大,定子和轉子是不是設備不良。電動機風道阻塞,電動機內外積塵和油污太多,電動機電扇疑問等。
七、定子繞組匝間或相間短路或接地,使電流增大,調損添加而過熱。若毛病不嚴峻,只需從頭加包絕緣,嚴峻的應替換繞組。定子一相繞組斷路或并聯(lián)繞組中某一支路斷線,導致三相電流不平衡而使繞組過熱。應查看三相電流,并當即切除電源,找出斷路點并從頭結好。籠型轉子斷條或繞線轉子線圈接頭松脫,導致維修網電流過大而發(fā)熱。可對銅條轉子作焊補或替換,對鑄鋁轉子應替換轉子。
還有重要的就是數控鋼筋彎曲中心的芯軸,擋塊和轉盤等都要每月檢測一次,因為這些部件都是容易磨損的,經常檢測不會對設備造成影響。 阿拉善角度鋸床銷往全國
阿拉善角度鋸床銷往全國
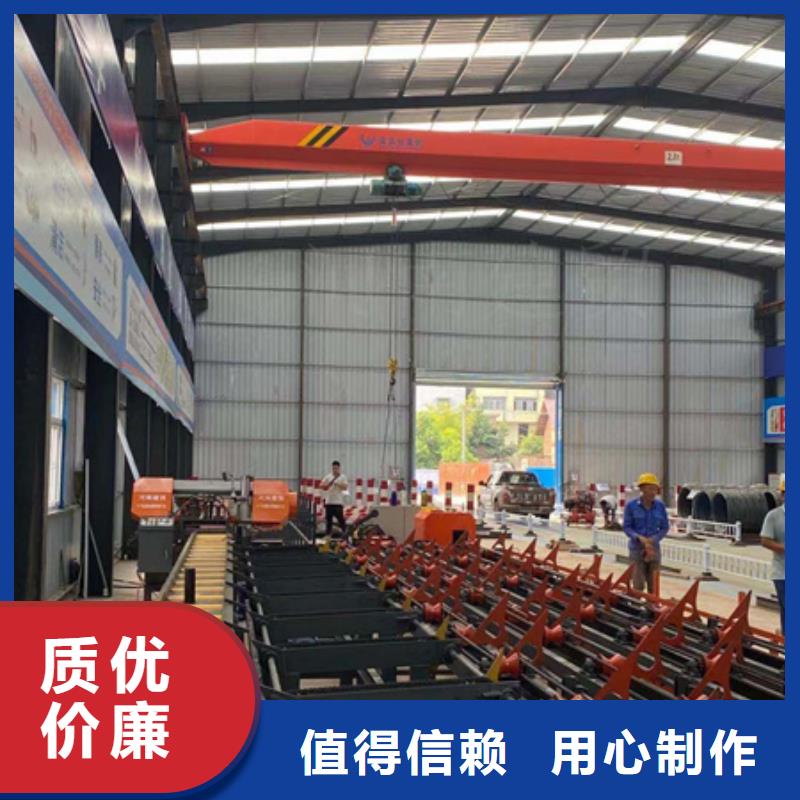
鋸床它主要是由底座、床身、立柱、鋸梁、傳動機構、導向裝置、張緊裝置、送料架、液壓傳動系統(tǒng)、電氣控制系統(tǒng)以及潤滑和冷卻系統(tǒng)所組成的。
主要技術規(guī)格:
鋸削尺寸(圓料、方料) 400mm、250mm、500mm
成捆料(寬*高) 300*180mm
帶鋸條(長*寬*厚)4570*31*1.06mm
鋸削速度(無級調速) 18-90m/min
鋸帶輪直徑 585mm
出料盤長度520mm
后鉗送料進給次數9
一次 送料長度590mm
冷卻液箱容量90L
液壓油箱容量70L
主電機功率5.5kW
液壓泵電機功率因數補償 1.5
冷卻液泵電機功率0.4kW
電壓380V
如何讓您使用的帶鋸床更穩(wěn)定使用壽命更長請做到以下幾點:
在帶鋸床杰出光滑的基礎上,鋸床日常耗油量定額和定量換液壓油,做好廢油收回退庫作業(yè),留意設備是不是有漏油現象,避免浪費。
依照光滑卡片規(guī)則的時刻規(guī)則對鋸床變速箱加油、添油和清油,對儲量大的油,應按規(guī)則時刻抽樣化驗,視液壓油質情況斷定清洗換油,循環(huán)過濾及抽驗周期。
按帶鋸床光滑圖表上的規(guī)則,對設備日常加油、添油和清洗換油的分工是保證設備正常運用的要點。
用戶依據帶鋸床設備說明書斷定每臺數控鋸床的光滑部位和光滑點,怎么更好的光滑堅持設備清潔定期給設備加油光滑。
嚴厲依照設備指定油脂商標用油,光滑材料及摻配油品有必要經查驗合格,光滑設備和加油用具有必要堅持清潔無異物。
帶鋸床每天鋸切前的保養(yǎng)操作:查看帶鋸條,保證被正確的漲緊動輪上;查看鋼絲刷與帶鋸條接觸是否恰當;金屬帶鋸床保養(yǎng):帶鋸條設備、鋸架鉸接軸、主被迫軸承加滿黃油光滑。金屬帶鋸床保養(yǎng):更換光滑油。鋼刷傳動座注油嘴用油槍注入光滑脂3六個月的保養(yǎng)新金屬帶鋸床在開始運用6個月,為使鋸床堅持杰出運轉狀況,請更換。