


聯(lián)系我們

- Q345D無(wú)縫管實(shí)力廠家
- 檔案庫(kù)密集架生產(chǎn)直銷
- 40Mn2無(wú)縫鋼管品牌廠家
- PGZ鑄鐵閘門_我們是廠家
- 內(nèi)徑37mm精拔無(wú)縫鋼管批發(fā)零售
- 不銹鋼雙相不銹鋼板2205無(wú)中間商雙相不銹鋼板長(zhǎng)
- 45Cr無(wú)縫鋼管現(xiàn)貨價(jià)格
- 可定制的廚式密集架品牌廠家
- 手搖密集架企業(yè)-信譽(yù)保障
- 負(fù)載箱出租、負(fù)載箱出租生產(chǎn)廠家-價(jià)格合理
- 【片堿氧化鎂廠家直營(yíng)】
- 腳踏不銹鋼垃圾分類箱
- 【清污機(jī)_自控翻板鋼閘門源廠供貨】
- 景區(qū)精神堡壘團(tuán)隊(duì)
- 截流井閘門_排灌渠鑄鐵閘門好品質(zhì)選我們
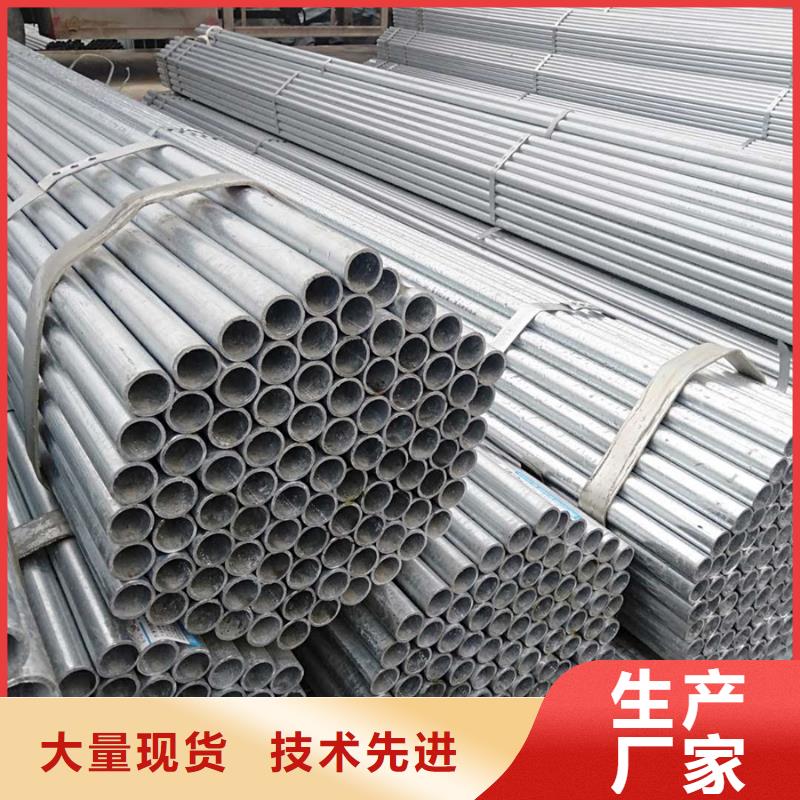
Q345B鍍鋅鋼管1米定尺優(yōu)惠多
更新時(shí)間:2025-02-01 04:19:22 瀏覽次數(shù):3 公司名稱:杭州 蘇滬金屬制品有限公司
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 4800 |
| 發(fā)貨期限 | 兩天 |
| 供貨總量 | 3000 |
| 運(yùn)費(fèi)說(shuō)明 | 物流 |
| 最小起訂 | 1噸 |
| 質(zhì)量等級(jí) | 一級(jí) |
| 是否廠家 | 否 |
| 產(chǎn)品材質(zhì) | Q235B Q345B |
| 產(chǎn)品品牌 | 神悅 |
| 產(chǎn)品規(guī)格 | 規(guī)格齊全 |
| 發(fā)貨城市 | 包頭 |
| 產(chǎn)品產(chǎn)地 | 天津 |
| 加工定制 | 加工 |
| 產(chǎn)品型號(hào) | 型號(hào)齊全 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 過(guò)磅 |
| 產(chǎn)品顏色 | 鍍鋅 |
| 質(zhì)保時(shí)間 | 一年 |
| 外形尺寸 | 圓形 方形 |
| 適用領(lǐng)域 | 建筑、機(jī)械、煤礦、化工、電力、鐵道車輛、汽車工業(yè)、公路、橋梁、集裝箱、體育設(shè)施、農(nóng)業(yè)機(jī)械、石油機(jī)械、探礦機(jī)械等制造工業(yè) |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 認(rèn)證 |
| 產(chǎn)品功率 | 無(wú)功率 |
| 工作溫度 | 530 |
| 長(zhǎng)度 | 3米 4米 5米 6米等 |

<興安>神悅鋼材有限公司
由于興安鍍鋅管焊接熱影響區(qū)是優(yōu)發(fā)鍍鋅管的焊接周圍受到焊接熱循環(huán)作用后形成的獨(dú)特的熱處理工藝區(qū),其性能不同于優(yōu)發(fā)鍍鋅管,其特點(diǎn)在于:材料本身和加工工藝標(biāo)準(zhǔn)。影響其結(jié)構(gòu)和性能的關(guān)鍵冶金工業(yè)和加工工藝因素有:被焊金屬材料的特性和鋁合金系統(tǒng)軟件,這也是決定焊接熱影響區(qū)特性的根本因素。各種原材料。結(jié)構(gòu)轉(zhuǎn)型和性能轉(zhuǎn)型,首先取決于優(yōu)發(fā)鍍鋅管自身在不同采暖散熱條件下的物理冶金工業(yè)特性。 例如,對(duì)于在加熱和冷卻過(guò)程中不發(fā)生變化的金屬材料和鋁合金,焊接熱影響區(qū)就比較簡(jiǎn)單。相反,用熱電材料焊接很復(fù)雜。優(yōu)發(fā)鍍鋅管焊前的初始狀態(tài) 焊前原材料的初始狀態(tài)也會(huì)影響焊接熱影響區(qū)的結(jié)構(gòu)轉(zhuǎn)變和性能轉(zhuǎn)變。例如,如果原材料在焊前處于冷作硬化或熱處理工藝強(qiáng)化狀態(tài),當(dāng)焊后熱影響區(qū)發(fā)生退水時(shí),會(huì)在焊后產(chǎn)生熱處理硬化區(qū)。焊接后的熱影響區(qū)。 興安鍍鋅焊管焊接工藝方法及主要技術(shù)參數(shù)。如前所述,焊接熱影響區(qū)是由焊接的熱效應(yīng)引起的,因此它與熱原特性和焊接時(shí)要使用的焊接工藝的主要參數(shù)密切相關(guān)。它們影響著有發(fā)鍍鋅管在焊接過(guò)程中的溫度分布和熱力循環(huán)圖的特性,并直接影響到焊接熱影響區(qū)獨(dú)特?zé)崽幚砉に嚨母鞣N主要參數(shù),如升溫速率、高溫停留時(shí)間和 冷卻。這也是在科學(xué)研究焊接熱影響區(qū)的機(jī)理和性能轉(zhuǎn)變以及焊接工藝的制定中必須考慮的難題。
興安鍍鋅焊管連續(xù)擠壓機(jī)工具易于制造和更換,適合大批量生產(chǎn),多規(guī)格不銹鋼管,非常適合生產(chǎn)斜軋穿孔機(jī)無(wú)法生產(chǎn)和加工的高合金鋼。 興安鍍鋅方管熔焊是在焊接過(guò)程中將工件界面加熱至熔融狀態(tài),無(wú)壓力完成焊接的方法。 熔焊時(shí),熱源迅速加熱并熔化兩個(gè)待焊工件的界面,形成熔池。 熔池隨著熱源向前移動(dòng),冷卻后形成連續(xù)焊縫,將兩個(gè)工件連接成一體。 經(jīng)熱處理后,興安鍍鋅方管顯示出高品質(zhì),主要體現(xiàn)在尺寸精度和表面光潔度方面。 即使經(jīng)過(guò)熱處理,管材表面也不會(huì)出現(xiàn)氧化膜,冷彎后也不會(huì)變形,因此可以進(jìn)行更復(fù)雜的機(jī)械加工加工,這些都是興安鍍鋅方管的優(yōu)點(diǎn)。 在強(qiáng)大的外力作用下,興安鍍鋅方管的抗塑性和抗斷裂能力得到了一定程度的提高。 可增加興安鍍鋅管的切削性能,發(fā)展鋼材的抗壓強(qiáng)度和淬火牢固度,具有優(yōu)質(zhì)設(shè)備的功能。如果斷面有較大的鱗片感或者是重點(diǎn)調(diào)質(zhì)工件。對(duì)于興安鍍鋅方管件的調(diào)質(zhì)處理,各族人民的主要參數(shù)在加工工藝書中都有標(biāo)準(zhǔn)。 我們?cè)趯?shí)際操作中認(rèn)識(shí)到:興安鍍鋅方管件熱處理后應(yīng)聽取意見。油冷,興安鍍鋅方管鋼具有良好的切削性能,可在油中凝固硬化,工件變形和開裂要小。眾所周知,在中小企業(yè)已經(jīng)很容易提供種子的時(shí)候,對(duì)于不容易設(shè)計(jì)的部分,可以在水中進(jìn)行熱處理,不會(huì)發(fā)現(xiàn)裂紋。
惠多")
惠多")
華爾鋼鍍鋅管由拉伸試片制成的無(wú)縫管,將試片的拉伸試驗(yàn)機(jī)拉到骨折處,再進(jìn)行測(cè)量,一般只有抗拉強(qiáng)度、屈服強(qiáng)度、抗拉強(qiáng)度和橫向表面的物理性能或質(zhì)量 收縮。 拉伸試驗(yàn)是金屬?gòu)?fù)合材料的一種實(shí)驗(yàn)方法。 基本上,所有金屬?gòu)?fù)合材料只需要必要的物理性能,并被賦予拉伸實(shí)驗(yàn)的基本機(jī)械設(shè)備特性。 尤其是這些難成型原材料的強(qiáng)度試驗(yàn)和拉伸試驗(yàn)是檢測(cè)物理性能的 方法。 興安鍍鋅方管強(qiáng)度測(cè)試是根據(jù)需要的標(biāo)準(zhǔn)剛度拉伸硬度測(cè)試儀慢慢壓入試件表層,然后檢測(cè)壓印深度或大小來(lái)確定原材料的強(qiáng)度。 強(qiáng)度測(cè)試很簡(jiǎn)單,可以測(cè)試原材料的物理性能。 對(duì)于非破壞性硬度標(biāo)尺,強(qiáng)度和抗拉強(qiáng)度值是相近的中間水平。 可以將原材料的強(qiáng)度值換算成抗拉強(qiáng)度,具有非常重要的現(xiàn)實(shí)意義。 鍍鋅方管是一種更好的不銹鋼板,僅限于無(wú)縫管。 在很多地方比較常見,所以需要對(duì)廠家進(jìn)行強(qiáng)化檢查和技術(shù)綜合開發(fā)設(shè)計(jì)。 在這種情況下,使用鍍鋅方管可以說(shuō)是趨于完美的發(fā)展趨勢(shì)!
興安鍍鋅無(wú)縫管的工作壓力指標(biāo)不是一個(gè)固定值,而是要根據(jù)鍍鋅無(wú)縫管的實(shí)際活動(dòng)而變化。 以下是鍍鋅無(wú)縫管工作壓力指標(biāo)的定義類別:當(dāng)工作壓力P<7Mpa時(shí),該指標(biāo)為S=8; 當(dāng)7<鍍鋅無(wú)縫管工作壓力P<17.5時(shí),該指標(biāo)為S=6; 當(dāng)工作壓力P>17.5時(shí),該指標(biāo)為S=4。 以上就是一般鍍鋅無(wú)縫管驗(yàn)收負(fù)擔(dān)的主要進(jìn)展和主要計(jì)算方法。 只要鍍鋅無(wú)縫管的驗(yàn)收工作壓力繼續(xù)提高,其特性就會(huì)得到充分發(fā)揮。 興安鍍鋅管在生產(chǎn)過(guò)程中,如果生產(chǎn)工藝不合理,機(jī)器參數(shù)設(shè)置不當(dāng),就會(huì)出現(xiàn)偏差,尤其是大口徑友發(fā)鍍鋅管,也就是常說(shuō)的錯(cuò)邊現(xiàn)象。友發(fā)鍍鋅管反面 對(duì)于生產(chǎn)后出現(xiàn)反面的友發(fā)鍍鋅管,處理方案如下:將反面位置修平,然后進(jìn)行補(bǔ)焊。如果經(jīng)常出現(xiàn)錯(cuò)誤的一面,只能更換設(shè)備。友發(fā)鍍鋅管出現(xiàn)反面后,分析反面的原因是非常有必要的。以下是錯(cuò)誤一側(cè)的常見原因。鋼帶的彎度是造成鋼管錯(cuò)位的重要因素。在螺旋焊管的成型過(guò)程中,鋼帶的彎度會(huì)不斷地改變成型角度,從而導(dǎo)致焊縫間隙的變化,從而導(dǎo)致開孔、錯(cuò)位甚至重疊。