


1、性質不同:k7級k8級均屬于非標球墨鑄鐵管,k9級球墨鑄鐵管才屬于真正的國標球墨鑄鐵管。2、等級不同:球墨鑄鐵管等級里K8,K9,K10代表球墨管等級,k是指壁厚系數,等級越高承受壓力越大,等級越低承受的壓力越小。所以第e看壁厚第二看標識第三看材質書。3、厚度不同:K8的管子會比K9的薄一些。球墨鑄鐵管安裝注意事項1、需要注意為了安裝方便,可先用水浸濕橡膠圈。2、炎熱的夏季,潤滑油宜用植物油;寒冷的冬季,橡膠圈可用熱水預熱,以減少硬度,迅速安裝。3、管子安裝中若需借轉,在用管子的自身借轉角無法滿足的情況下,可根據需借轉的角度,經計算后將管子的插口切割后斜口,這樣既可增大借轉角度,又能保證使用。
以彎頭為倒,若做長半徑彎頭,如鋼管,要先選定規格,提出管料。擴徑率,通過理論計算,一般擴徑率在33%-35%之間,倒推回去。短半徑219mm的一般的擴徑率為50%。選好原料后,按彎頭規格下料,再考慮曲率半徑 比如,90°的彎頭,通過其曲率可以算出下多長料可加工出90°的彎頭。通過理論計算可算出,然后以該長度為定尺進行切斷。 把料進行熱推制。推制機大家可能都看過,實際很簡單。它是一個牛角狀芯頭或芯棒,芯棒由細變粗,推制過程是一個擴徑帶彎曲的過程。后邊有支撐,把下料管段穿入芯棒,后邊有一牌坊架將芯棒固定。中間有一小車,小車有的通過液壓傳動,有的通過機械傳動即絲杠傳動,然后往前推小車。小車推著管子順著芯棒往前走,芯棒外有一個感應圈,把管子加熱,加熱好,然后小車把管子推下,就加工好一個。推好后,彎頭要就此熱狀態下進行整形。因為有的彎頭處理不當后,就會扭曲,這是不允許的。另外,推頭后一般都是前端外徑大,要通過整形模進行整形。整形模實際上是一個壓力機,要有一套模具,兩個半圓弧,上下各一個。整形后的外徑就達到了成品的尺寸要求了。壁厚就以來料的壁厚進行控制。彎頭和管子的壁厚公差都是相同的,均為±12.5%。在推制過程中,正常情況下壁厚不應當發生變化,但如果因為工具原因,有的地方會發生減壁現象,所以一般提料時,壁厚要加一些余量,如彎頭是8.18mm的壁厚,一般都提8.5mm左右的管子,防止在推制時由于局部減厚而超差。整好形后,彎頭的外徑、壁厚尺寸都達到了要求。下面就進行精整工序,經過噴丸處理,把彎頭內外表面的氧化鐵皮去除,把兩端進行坡口處理以便于焊接。再經過檢查、打鋼字、噴涂漆、包裝等工序后,就可以出廠了。以上是24″以下以無縫鋼管作為原料的彎頭生產方法,超過24″以后即600mm以上的, 彎頭在2.032米~2.80米之間,是用鋼板做的。把鋼板按要求裁成料后,像uoe成型,也是通過沖模沖壓沖成圓形。有兩半然后再拼合、焊接。由于焊縫的存在,所以要進行無損探傷。由于有焊接應力的存在,所以還要進行熱處理。焊接彎頭多了兩道工序:一是探傷,一是熱處理。其他程序相同。
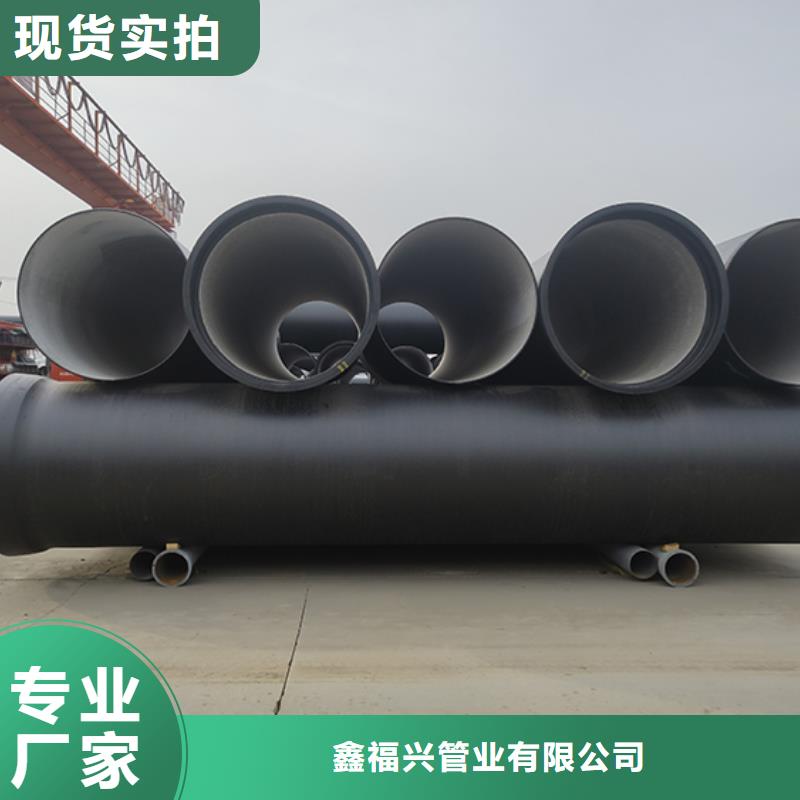
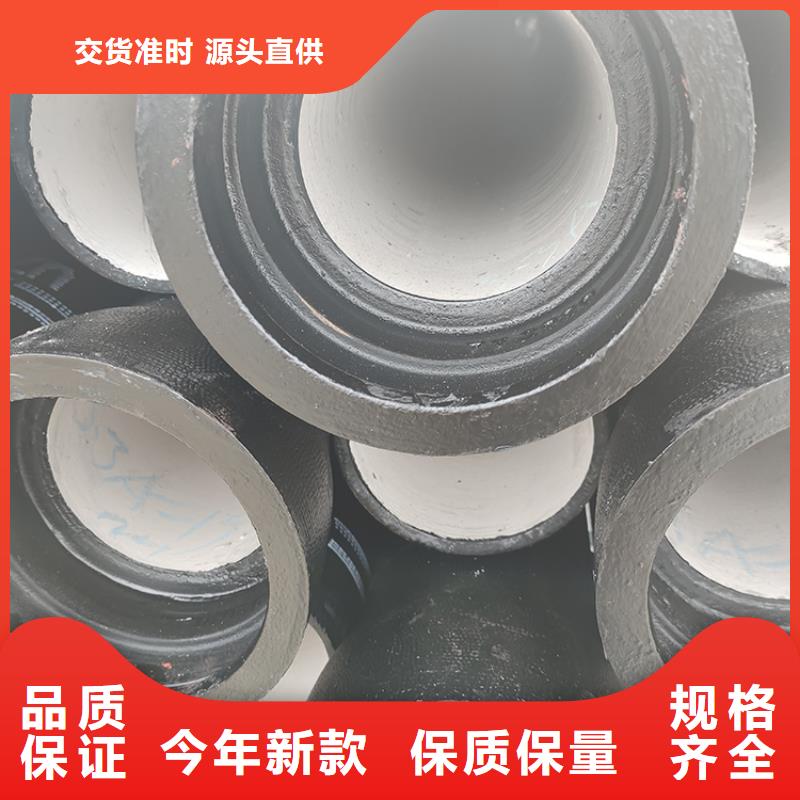
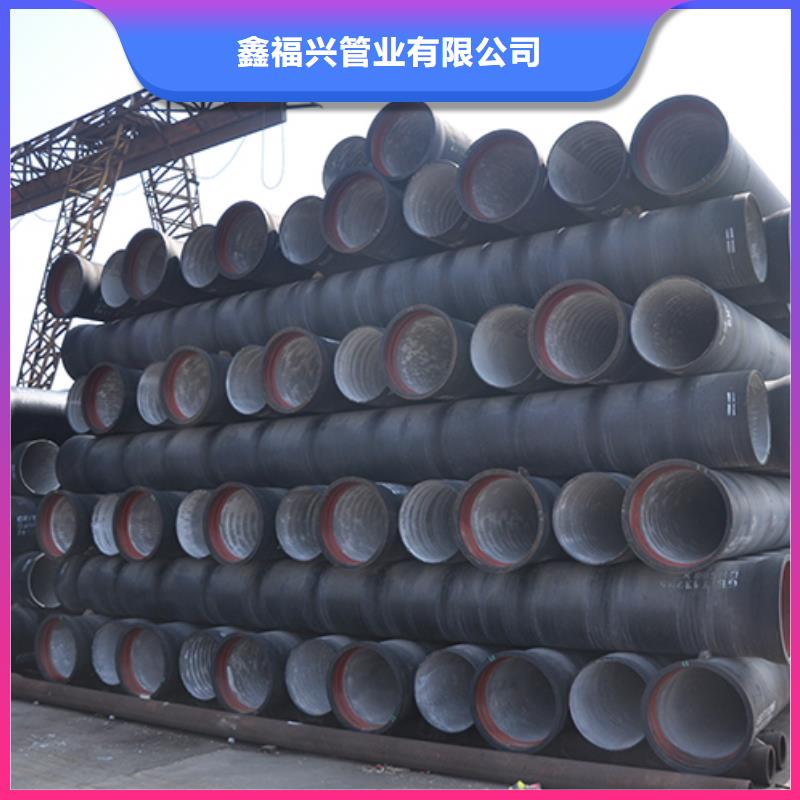
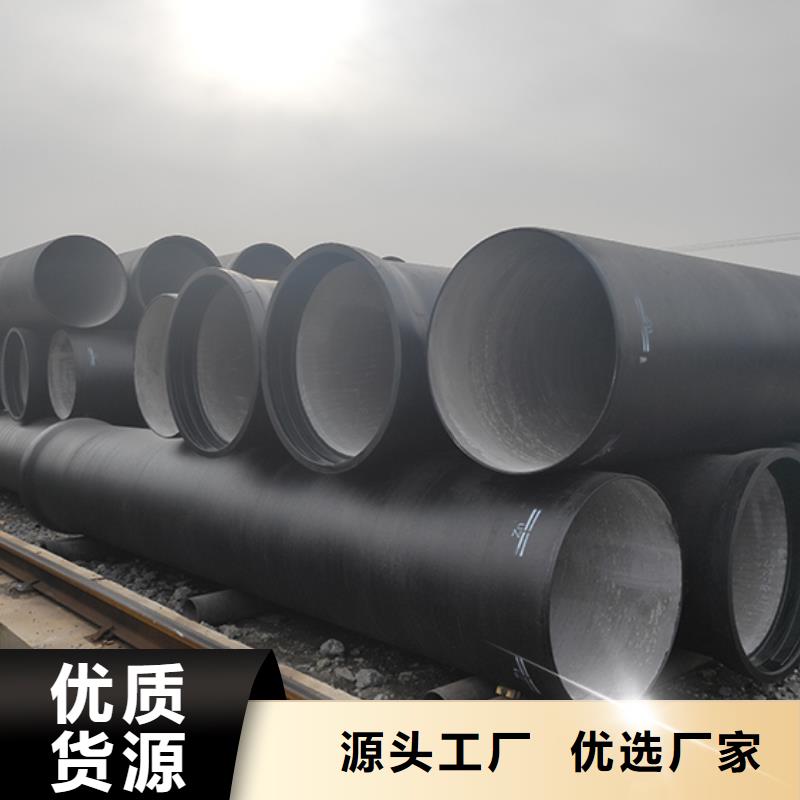
球墨鑄鐵管
公司是一個集生產和銷售《球墨鑄鐵管,柔性接口鑄鐵排水管、 管件的專業化大型企業.在球墨管件、井蓋鑄造的生產工藝方面均達到國內先進水平。球鐵管件嚴格執行國標GB13295-2003和國際標準ISO2531、EN545標準,井蓋執行EN124標準。目前我公司的管件產品規格DN80-DN1600,亦可以按用戶要求的其他標準安排生產。管件年產量達二萬余噸,已銷往國內各省以及歐洲、中東、東南亞等和地區。公司成立以來,一貫奉行"質量一"的宗旨,模具車間、機加工車間、水壓車間、化驗室、清砂車間等加工檢測設備完善,并于2002年通過ISO9001:2000質量管理體系認證。公司實施"以人為本"的現代化管理體制,注重提高員工的整體素質,以確保生產的專業化,產品的高質量。現我公司有大量球墨鑄鐵管現貨,將以優惠的價格,批零兼營的方式,為您提供快捷優質的服務,歡迎新老客戶前來洽談、電議。
球墨鑄鐵管已成為目前無法獲得的材料之一。球墨鑄鐵管是城市供水、天然氣運輸等工程不可或缺的。為了提高球墨鑄鐵管的耐腐蝕性在實際應用中,將采取一系列措施。球墨鑄鐵管制造商可以解釋以下內容。一方面,通過鍍鋅處理可以延長球墨鑄鐵管的使用壽命。它不僅能主動修復損壞的維修層,還能保持維修層的完整性。另外,為了彌補損傷,鋅離子在關閉毛孔后會遷移到損傷部位,然后轉化為穩定的不溶性噴霧。除鍍鋅球墨鑄鐵管外,還有瀝青涂料、環氧煤瀝青涂料等多種防腐處理方法,效果還可以。不同場合球墨鑄鐵管的防腐處理方法也不同。上述瀝青涂料主要針對輸氣管道。另外,環氧煤瀝青涂料是一種雙組分涂料,不僅可以用于燃氣管道,也可以用于污水管道!