


聯系我們

橋梁靜電噴塑欄桿造型美觀牢固推薦展鴻護欄廠家
更新時間:2025-01-30 03:15:40 瀏覽次數:7 公司名稱: 聚宜興金屬制品有限公司
| 產品參數 | |
|---|---|
| 產品價格 | 1 |
| 發(fā)貨期限 | 5-7天 |
| 供貨總量 | 10000 |
| 運費說明 | 來電洽談 |
| 最小起訂 | 1 |
| 質量等級 | 優(yōu)等 |
| 是否廠家 | 是 |
| 產品材質 | Q235 |
| 產品品牌 | 聚宜興 |
| 發(fā)貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 是 |
| 可售賣地 | 全國各地 |
| 產品重量 | 過磅 |
| 產品顏色 | 灰色 藍色 綠色 黑色 白色 |
| 適用領域 | 橋梁 景觀 河道 市政 校園 鄉(xiāng)村道路 郊區(qū) |
| 是否進口 | 否否 |
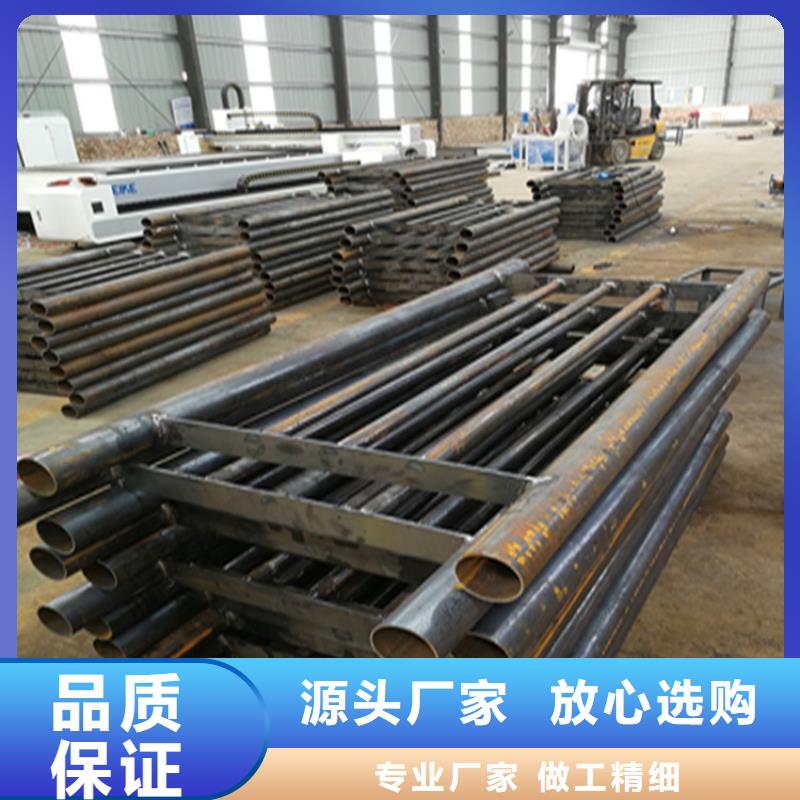

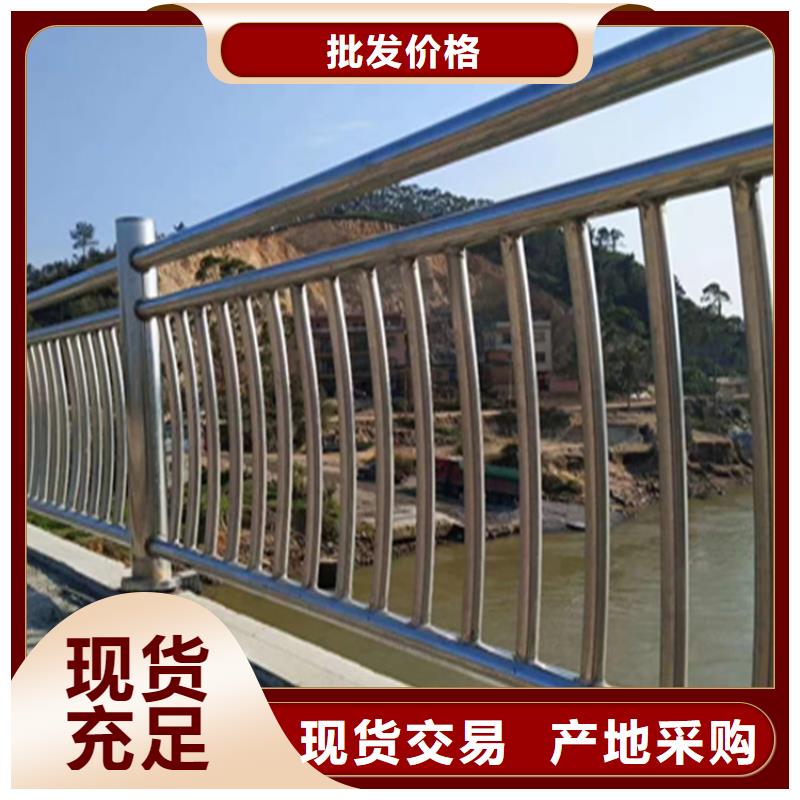


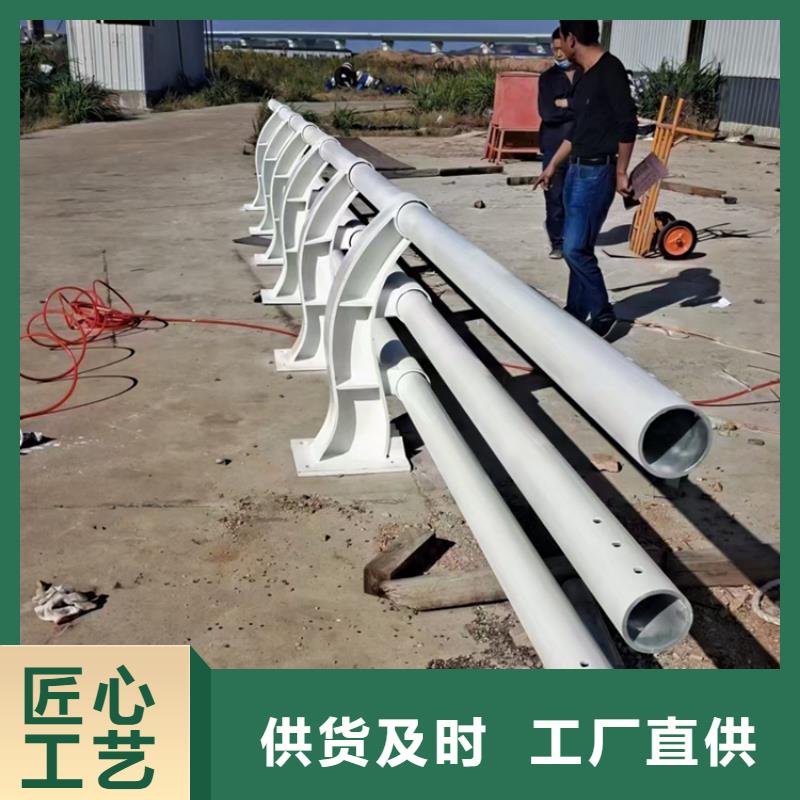





怎樣通遼市政橋梁護欄的防腐質量?通遼市政橋梁護欄采用焊接編織,再用PVC粉末經高溫自動生產線浸涂而成,主要用于道路中的隔離,具有顏色鮮明,美觀大方,防腐防銹,不褪色,抗紫外線等優(yōu)點,可選顏色很多。市政橋梁護欄可以用于內外先進的雙層保護體系,可以獲得非常好的附著力,涂層顏色鮮艷、色澤飽滿。熱鍍鋅橋梁護欄大大提高了市政橋梁護欄的使用壽命,同時也改善了市政橋梁護欄裝飾的不足。對于焊接市政橋梁護欄時要求網眼均勻連接,立體狀;橫向通透,結點無焊接,整體性牢固抗剪切破壞性強;用于公路是,市政橋梁護欄隆起的梗部可有效的減輕夜間行車時對方的強烈燈光造成的眩暈感。使高速公路行車更舒適。市政橋梁護欄的網片表面處理一般為鍍鋅和浸塑,也可以任意選擇一種,頂端蓋有塑料蓋或防雨帽。
通遼熱鍍鋅橋梁護欄不銹鋼欄桿施工方法
施工準備:
2.1??材料及構配件:
2.1.1??木制扶手一般用硬雜木加工成規(guī)格成品,其樹種、規(guī)格、尺寸、形狀按設計要求。木材質量均應紋理順直、顏色一致,不得有腐朽、節(jié)疤、裂縫、扭曲等缺陷;含水率不得大于12%。彎頭料一般采用扶手料,以45°角斷面相接斷面特殊的木扶手按設計要求備彎頭料。
2.1.2??塑料扶手(聚氯乙烯扶手料)系化工塑料產品;斷面形式、規(guī)格尺寸及色彩按設計要求選用。
2.1。3??粘結料:可以用動物膠(鰾),一般多用聚醋酸乙烯(乳膠)等化學膠粘劑。
2。1.4??其他材料:木螺絲、木砂紙、加工配件.
2。2??主要機具:
2.2.1??電動機具:手提電鉆、小臺鋸.
2。2.2??手動工具:木鋸、窄條鋸;二刨、小刨、小鐵刨;斧子、羊角錘、扁鏟、鋼挫、木挫、螺絲刀;方尺、割角尺、卡子等.
2。3??作業(yè)條件:
2。3.1??樓梯間墻面、樓梯踏板等抹灰全部完成.
2.3.2??金屬欄桿或靠墻扶手的固定埋件安裝完畢。
操作工藝:
3.1??工藝流程:
找位與劃線
→彎頭配制
→連接預裝
→固定
→整修
3。2??木扶手:
3。2。1??找位與劃線:
3.2.1.1??安裝扶手的固定件:位置、標高、坡度找位校正后,彈出扶手縱向中心線。

通遼熱鍍鋅橋梁護欄待鋼筋綁扎、焊接完畢驗收合格后,再進行模板支設。模板采用定型鋼模,由于所處標段平曲線緩和,每塊長度2.5m。采用定型懸桿進行模板支撐加固。定型懸桿由絲桿固定于箱梁翼緣板上。內側模板由花籃螺栓進行加固。模板上口由絲桿對拉加固。模板支設完畢后,在懸桿上搭設1.1米防護欄桿,下面滿鋪腳手板,外側密封網。通遼每跨波形護欄的地袱,在墩位處及搭板與橋臺背墻間設置1cm的真縫,防撞護欄除在墩位處,每間隔5m設置1cm真縫。縫內嵌木板,外圍涂彩色高彈水泥與混凝土顏色一致。真縫兩邊采用焊接鋼筋頭進行加固。模板支設加固完畢后,在模板上口通拉麻線,檢測模板的順直度;測量工程師復測模板標高;待檢測無誤后,申請監(jiān)理工程師驗收,驗收合格后方可進行下道工序施工。5、混凝土澆筑:在鋼筋、模板、預埋件施工完畢,檢查驗收合格后,即可進行防撞護欄混凝土澆筑。混凝土采用分層澆筑法,每層澆筑厚度為35cm左右。為保證混凝土外觀質量,混凝土坍落度宜采用80~100mm。混凝土振搗時嚴禁碰撞預埋件。振搗棒插點要均勻,移動間距不應超過其作用半徑的1.5倍;振搗采用Φ50振搗棒,鋼筋間距較密及預埋件、預埋管處,宜采用Φ30振搗棒;每一次振搗完畢后應徐徐提出振搗棒。兩層振搗時應將振搗棒插入下層混凝土5~10cm,使兩層混凝土結合成一整體。混凝土振搗時間控制在30~40s,一般以混凝土不再下沉,表面開始泛漿,不出現氣泡為度。面層混凝土先用木抹初步找平,待初凝后再用鐵抹子壓光。
通遼熱鍍鋅橋梁護欄Igrr"NuDZ ?
2)拼接時,H鋼下用枕木墊平,是在地形平整場地用建筑線校對垂直度,將型鋼拼接處用砂輪機或氣割加工成坡口然后點焊成形,其焊道長100m。 Sjv_% C ¥ ?
3)焊工必須持有上崗操作證,并有多年的焊接工作經驗。 M*mTd{Abi ?
5)施焊電流為180-250A,根據施焊情況,可適當調整焊接電流,使母材與焊條熔結。 Yn&g45m ?
6)控制焊接速度,使熔池中的氣體完全逸出避免焊道氣孔產生,而使焊縫厚度均勻一致。 :"{("!x ?
7)清渣,當整條焊道焊完后,需熔渣,如發(fā)生夾渣及裂紋需鏟除重新焊接。 G LU7?2`t ?
8)為防止焊接變形,在施焊過程中采用對稱焊或者逆反方向焊接,盡量縮短焊接時間拼接鋼柱焊縫可采用間隔約40mm焊道長100mm進行施焊。