


<通遼>神悅鋼材有限公司
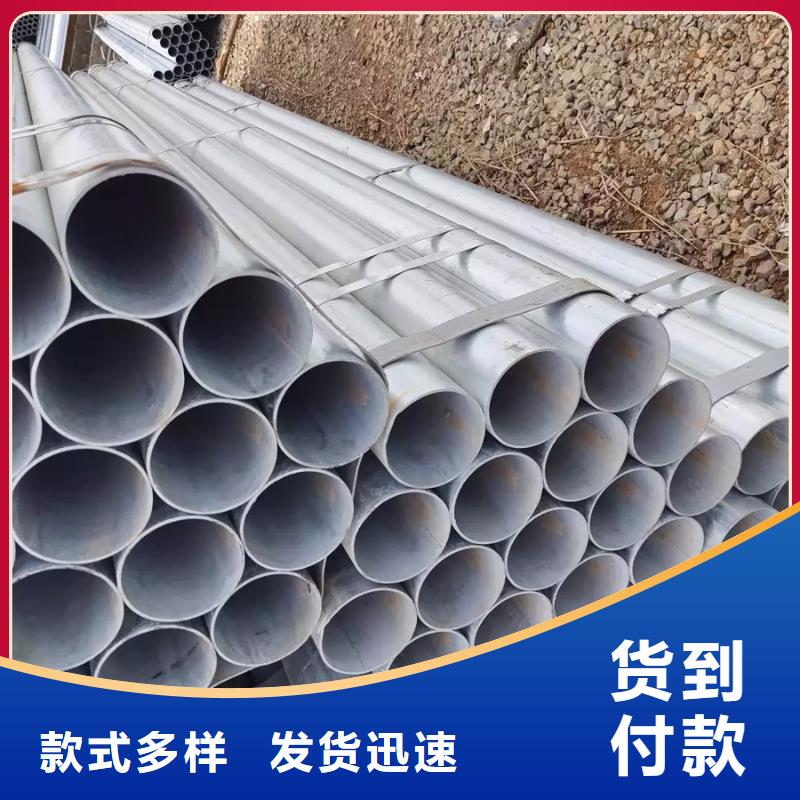
通遼鍍鋅焊管連續(xù)擠壓機(jī)工具易于制造和更換,適合大批量生產(chǎn),多規(guī)格不銹鋼管,非常適合生產(chǎn)斜軋穿孔機(jī)無(wú)法生產(chǎn)和加工的高合金鋼。 通遼鍍鋅方管熔焊是在焊接過(guò)程中將工件界面加熱至熔融狀態(tài),無(wú)壓力完成焊接的方法。 熔焊時(shí),熱源迅速加熱并熔化兩個(gè)待焊工件的界面,形成熔池。 熔池隨著熱源向前移動(dòng),冷卻后形成連續(xù)焊縫,將兩個(gè)工件連接成一體。 經(jīng)熱處理后,通遼鍍鋅方管顯示出高品質(zhì),主要體現(xiàn)在尺寸精度和表面光潔度方面。 即使經(jīng)過(guò)熱處理,管材表面也不會(huì)出現(xiàn)氧化膜,冷彎后也不會(huì)變形,因此可以進(jìn)行更復(fù)雜的機(jī)械加工加工,這些都是通遼鍍鋅方管的優(yōu)點(diǎn)。 在強(qiáng)大的外力作用下,通遼鍍鋅方管的抗塑性和抗斷裂能力得到了一定程度的提高。 可增加通遼鍍鋅管的切削性能,發(fā)展鋼材的抗壓強(qiáng)度和淬火牢固度,具有優(yōu)質(zhì)設(shè)備的功能。如果斷面有較大的鱗片感或者是重點(diǎn)調(diào)質(zhì)工件。對(duì)于通遼鍍鋅方管件的調(diào)質(zhì)處理,各族人民的主要參數(shù)在加工工藝書中都有標(biāo)準(zhǔn)。 我們?cè)趯?shí)際操作中認(rèn)識(shí)到:通遼鍍鋅方管件熱處理后應(yīng)聽(tīng)取意見(jiàn)。油冷,通遼鍍鋅方管鋼具有良好的切削性能,可在油中凝固硬化,工件變形和開(kāi)裂要小。眾所周知,在中小企業(yè)已經(jīng)很容易提供種子的時(shí)候,對(duì)于不容易設(shè)計(jì)的部分,可以在水中進(jìn)行熱處理,不會(huì)發(fā)現(xiàn)裂紋。
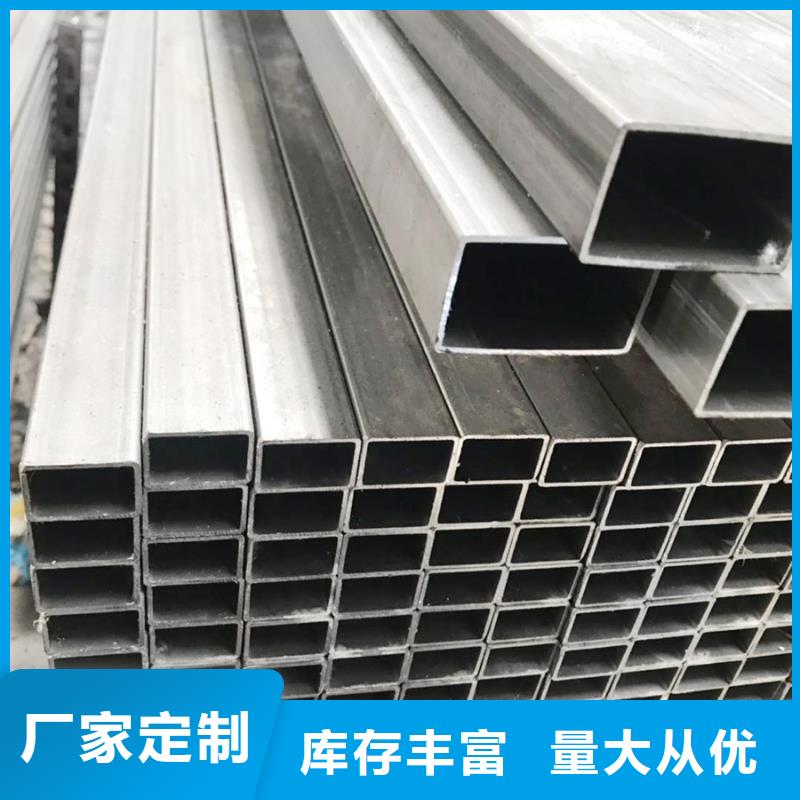
通遼鍍鋅管加工時(shí)當(dāng)鋼帶的頭尾對(duì)接焊縫較大時(shí),如果在過(guò)成形時(shí)處理不當(dāng),很容易造成較大的錯(cuò)位。由于未切割鋼帶的頭部和尾部的形狀和尺寸精度較差。 螺旋鋼管是以帶鋼卷材為原料制成的。 它是采用自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,常采用溫?cái)D壓成型。 原材料為帶卷、焊絲、焊劑。 投入使用前必須經(jīng)過(guò)嚴(yán)格的理化檢驗(yàn)。 帶鋼頭尾采用單絲或雙絲埋弧焊對(duì)接,卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊。 成型前對(duì)帶鋼進(jìn)行校平、修整、刨平、表面清理、輸送和預(yù)彎。 通遼Q345B鍍鋅鋼管采用電接點(diǎn)壓力表控制輸送機(jī)兩側(cè)油缸的壓力,保證帶鋼輸送順暢。采用外控或內(nèi)控滾壓成型。采用焊縫間隙控制裝置,保證焊縫間隙滿足焊接要求,嚴(yán)格控制管徑、錯(cuò)位量和焊縫間隙。 內(nèi)焊外焊均采用美國(guó)林肯焊機(jī)進(jìn)行單絲或雙絲埋弧焊,以獲得穩(wěn)定的焊接規(guī)格。 焊縫全部采用在線連續(xù)超聲波自動(dòng)損傷儀檢測(cè)。保證100%的螺旋焊縫無(wú)損檢測(cè)覆蓋率。 如有缺陷,自動(dòng)報(bào)警并噴標(biāo),生產(chǎn)工人可隨時(shí)相應(yīng)調(diào)整工藝參數(shù),及時(shí)缺陷。 使用空氣等離子切割機(jī)將鋼管切成單件。
格")
格")
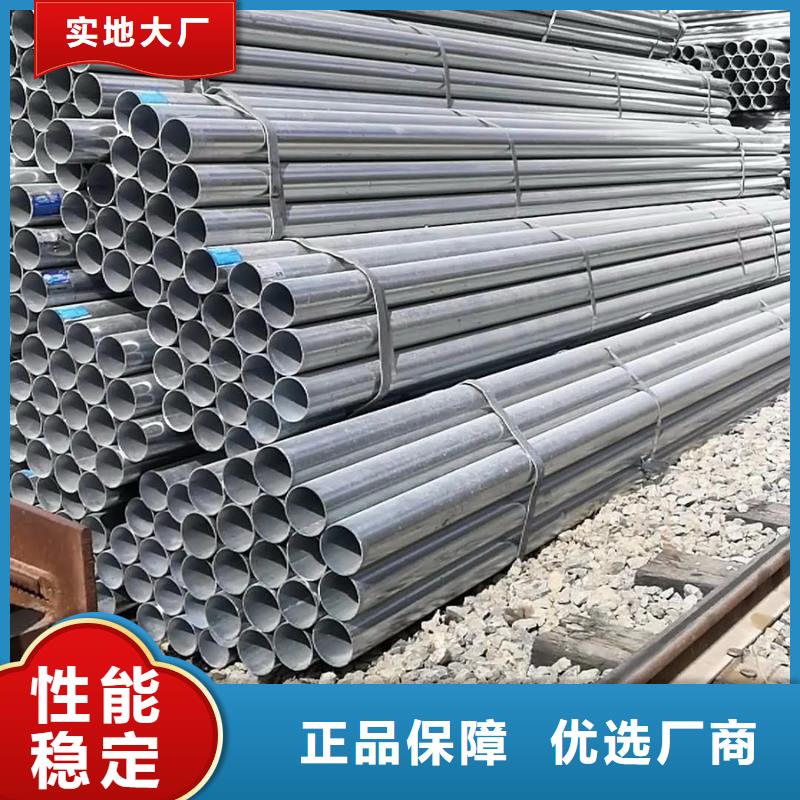
通遼16mn鍍鋅方管在確保整個(gè)制冷過(guò)程和無(wú)縫鋼管的平穩(wěn)螺旋前進(jìn)的前提下,可以適當(dāng)?shù)剡x擇輸送滾筒桌的傾斜角度,并可以輕松地控制輸送輥?zhàn)赖膬A斜度 . 將熱放置在具有特定元素的材料中進(jìn)行加熱和保溫,使材料中的特定分子滲透到熱表面或產(chǎn)生某些化學(xué)物質(zhì)的土壤層中,改變表面的機(jī)理和成分,使零件的表層具有獨(dú)特的機(jī)械或物理性能。接觸電阻絲加熱熱處理:根據(jù)電平,對(duì)施加5伏以下的工作電壓,在電平與的接觸點(diǎn)處通過(guò)非常大的電流,引起大量電阻發(fā)熱,使發(fā)熱表層加熱到熱處理溫度,然后取下電級(jí),將熱量傳遞到發(fā)熱內(nèi)部 管子和表面迅速冷卻,即達(dá)到熱處理的目的。 通遼熱鍍鋅管電解加熱及熱處理:將置于酸、堿或鹽溶液的鋰電池電解液中,將接負(fù)極,接電除塵器陽(yáng)極氧化。 接通直流電源后,鋰電池的電解液被電解,在陽(yáng)極氧化處放出氧氣,在上放出氫氣。 氫氣將發(fā)熱的緊緊包圍,產(chǎn)生氣膜,成為電阻體,引起發(fā)熱。熱表層迅速加熱到熱處理溫度,然后關(guān)閉電源,氣膜立即消退。鋰電池電解液變成淬火物質(zhì),使表面迅速冷卻硬化。
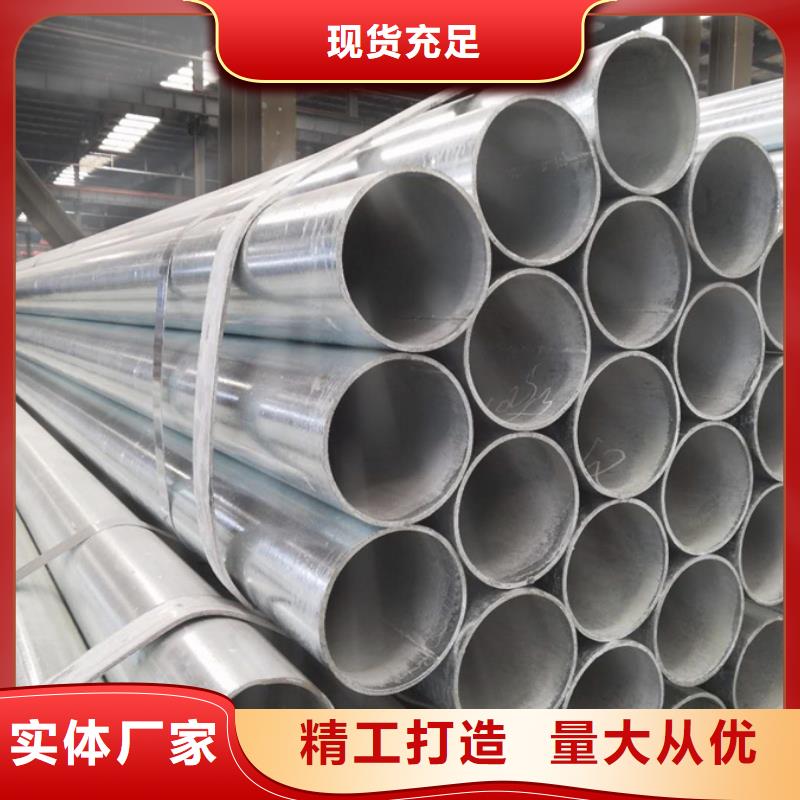
通遼鍍鋅管件調(diào)質(zhì)后,視角仍然偏高,二次淬火測(cè)量需要提高20~50℃。否則,視角將難以上升。通遼鍍鋅方管件經(jīng)過(guò)超低溫淬火后,簡(jiǎn)單的設(shè)計(jì)已經(jīng)被油凍住了,而且很容易被水凍住。方法是避免反映其三種淬火延展性。對(duì)于淬火和快速冷卻后的工件,在不需要時(shí)應(yīng)進(jìn)行去應(yīng)力處理。 反映調(diào)質(zhì)工件的質(zhì)量,操作人員的水平是關(guān)鍵因素,調(diào)質(zhì)前的設(shè)備、材料、生產(chǎn)加工等多方面原因。 我們認(rèn)為,工件從熱處理爐遷移到冷凍罐正在進(jìn)行快速湍流,工件進(jìn)水量的測(cè)量已經(jīng)下降到Ar3零邊界點(diǎn)以下,導(dǎo)致產(chǎn)生所有人員,工件丟失 熱處理結(jié)構(gòu)不完整,滿足無(wú)視角要求。由于整個(gè)機(jī)械冰凍液的獨(dú)特開(kāi)發(fā),各大手游大作都會(huì)以冷時(shí)為主。裝爐工件數(shù)量要合理,以1~2層為宜。工件的重疊會(huì)導(dǎo)致加熱不均勻,導(dǎo)致視角不均勻。工件應(yīng)放置在離水一定距離的位置,工件應(yīng)靠近水汽膜進(jìn)行分解,導(dǎo)致工件的面對(duì)面視角降低。
